Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ Titanium Connecting Rods
Posted by: alpha434 Feb 4 2006, 02:24 PM
I intend on making myself titanium connecting rods. Don't tell me its a bad idea. I'm already set on doing it. BUT, I want input on the exact shape. I'm assuming that the structure has to be a little different to downplay brittleness in titanium. Porsche factory did titanium. Does anyone have one that could take a picture for me?
Posted by: ArtechnikA Feb 4 2006, 02:38 PM
| QUOTE (alpha434 @ Feb 4 2006, 04:24 PM) |
| I want input on the exact shape. I'm assuming that the structure has to be a little different to downplay brittleness in titanium. Porsche factory did titanium. Does anyone have one that could take a picture for me? |
without the ability to make near-net-shape forgings i think you'll find shape is not important.
brittle? are we talking about the same titanium? because one thing the titanium i know about is not is brittle (which is why it's so good for springs; brittle materials typically don't make good springs...)
the Porsche factory BOUGHT titanium rods for most of their racing engines at one time or another. the current round of GT3RSR still does. from Pankl IIRC. Arrow also makes nice Ti rods.
Posted by: TimT Feb 4 2006, 02:54 PM
I have 18 Pankl Ti rods at the shop, 12 are going out for an attempt at being reconditioned, We just recieved 6 from PMNA and they are junk also, they were packed in one bag with no protection between the rods. So back to PMNA they go!
Back on topic, The Porsche Motorsports Ti rods look just like regular 996 rods, they dont have any extra reinforcement
I have learned that after machining the Ti rods are treated with some sort of surface coating that is needed.
The metalurgists that visited the shop and critiqued the rods was adamant about having no stress risers on the rod surface, a little teeny nick that might be ignored on a steel rod can be a big problem on a Ti rod. Ti is a pain to machine also.
Have fun!
Posted by: LvSteveH Feb 4 2006, 03:04 PM
Without getting into detail, you will be much better off trying to do a set in aluminum. Once you've demonstrated proficiency, you might consider moving onto something more complex. The billet aluminum is relatively affordable, to get titanium billet of the necessary alloy, you could purchase a nice 914 before you even started thinking about what it would require to machine, heat treat, and finish it.
Good luck with that 
Posted by: alpha434 Feb 4 2006, 04:24 PM
| QUOTE (LvSteveH @ Feb 4 2006, 01:04 PM) |
| Without getting into detail, you will be much better off trying to do a set in aluminum. Once you've demonstrated proficiency, you might consider moving onto something more complex. The billet aluminum is relatively affordable, to get titanium billet of the necessary alloy, you could purchase a nice 914 before you even started thinking about what it would require to machine, heat treat, and finish it. Good luck with that |
Ha. Way to understate my abilities. (Said while chris plays with the titanium ring on his finger)
Aluminum and titanium are two completely different subjects. Any rookie who shows proficiency with aluminum is going to blow up some tooling with titanium. Lots of tooling. And most rookies like to blow up the real expensive tooling first.
Next, you can't heat treat titanium conventionally. It requires a vacuum to keep it from oxidizing or combusting.
Third, titanium springs are made from an alpha/beta composite alloy. This is the most expensive titanium you could ever hope to by. I'm going to try to make the connecting rods out of beta alloy; which is actually 70% magnesium and stronger then the 99% pure based on molecular bonding.
What's a net shaped forging? If there's an advantage to a particular shape, that's the info I want.
Posted by: LvSteveH Feb 4 2006, 04:52 PM
Ok.... alpha and beta and alpha/beta are not alloys..... they are categories of alloys. There are dozens of specific alloys in each category that are tailored to specific properties and applications. Heat treatment does not need to be done in a vacuum. 
How many type 4's have you heard of that are limited by their connecting rod options? There are plenty of available crank/rod combinations to meet the needs of even the most aggressive type 4. Unless of course you enjoy bench racing..... then the sky's the limit!
Posted by: Kevin@ojai.net Feb 4 2006, 04:55 PM
| QUOTE (alpha434 @ Feb 4 2006, 02:24 PM) |
| What's a net shaped forging? |
Is that a joke?
Posted by: alpha434 Feb 4 2006, 04:56 PM
| QUOTE (TimT @ Feb 4 2006, 12:54 PM) |
| I have 18 Pankl Ti rods at the shop, 12 are going out for an attempt at being reconditioned, We just recieved 6 from PMNA and they are junk also, they were packed in one bag with no protection between the rods. So back to PMNA they go! Back on topic, The Porsche Motorsports Ti rods look just like regular 996 rods, they dont have any extra reinforcement I have learned that after machining the Ti rods are treated with some sort of surface coating that is needed. The metalurgists that visited the shop and critiqued the rods was adamant about have no stress risers on the rod surface, a little teeny nick that might be ignored on a steel rod can be a big problem on a Ti rod. Ti is a pain to machine also. Have fun! |
Bump.
What kind of surface coating?
Black oxide?
Or why is the coating there, for surace protecting or olefilia(did i spell that right?)
That one could be important.
Posted by: davep Feb 4 2006, 05:00 PM
A net-shape forging is one that requires minimal machining to finish, and probably only the journals.
Since Tim says that the Ti rods are visually similar to the 993 rods, I'd guess the shape is nearly independant of the metallurgy.
Does Porsche still use the "broken" rod concept where the big end is "broken" to make a perfectly fitted cap?
Posted by: alpha434 Feb 4 2006, 05:03 PM
| QUOTE (LvSteveH @ Feb 4 2006, 02:52 PM) |
| Ok.... alpha and beta and alpha/beta are not alloys..... they are categories of alloys. There are dozens of specific alloys in each category that are tailored to specific properties and applications. Heat treatment does not need to be done in a vacuum. How many type 4's have you heard of that are limited by their connecting rod options? There are plenty of available crank/rod combinations to meet the needs of even the most aggressive type 4. Unless of course you enjoy bench racing..... then the sky's the limit! |
Annealing can be done outside a vacuum, but otherwise, atleast a purge gas is absolutely needed.
And I don't care about having limitations on connecting rod options. I'm being pushed into this project by someone who wants about four dozen of them for his 356s.
Alpha and beta are categories. Just like 8000 series stainless. Or 1000 series low carbon steel. But I'm going by the basic characteristics of each.
As long as net shaped forgings doesn't mean little criss crosses in the shape, I'm joking.
Posted by: alpha434 Feb 4 2006, 05:04 PM
| QUOTE (davep @ Feb 4 2006, 03:00 PM) |
| A net-shape forging is one that requires minimal machining to finish, and probably only the journals. Since Tim says that the Ti rods are visually similar to the 993 rods, I'd guess the shape is nearly independant of the metallurgy. Does Porsche still use the "broken" rod concept where the big end is "broken" to make a perfectly fitted cap? |
Thats how carillo does theirs.
Posted by: TimT Feb 4 2006, 05:21 PM
I believe the coating on the Pankl Ti rods is an oleophilic coating. Ti and steel dont get along together on there own so a coating is needed. The Pankl rods are dipped to coat, you can see where they were hung by the wrist pin, and dipped.
We found an aerospace company thats going to have a look at the 12 paperwieghts we have and see if they can, or will refresh them.
We cant get the rods from Pankl because they have an agreement to sell them only to Porsche motorsports.
Also the metallurgist mentioned that the Pankl rods should have a more reinforced big end..
Posted by: kwales Feb 4 2006, 05:32 PM
I wouldn't screw with titanium unless there is a real need for it.
Stuff is a bitch. Don't know what you are doing and you have junk pretty quick. Even people that work with it day in and day out can't explain it's behavior sometimes.
One vendor I worked with made military parts and stuff for us. He would place a sheet in the form die and whack it to form a shape. Sometimes, from the same lot of maleable material, the shit would explode and fracture like glass.......
My model shop usta machine waveguides and other parts outa the stuff. Ever seen a master model maker roll his eyes when you come in with anything that needs to be machined from titanium?
Wash it all in distilled water. One dose of chlorine from the tap water and.... "BINK" you will have broken parts at some unknown time in the future.
Like steel or aluminum, you need to pick a grade of material that matches your material strength and ductility issues.
Ken
Posted by: Brett W Feb 4 2006, 07:03 PM
Titanium needs a coating like a DLC type coating. Titanium hates to be "rubbed". You know like what happens everytime the crank turns and the rod touches the cheek on the counter wieght.
Stress risers are a huge no-no when dealing with Ti. One little nic, ding, scratch, etc and they will fail at that point. I don't know if you can shotpeen the material or not. I know Cheverolet is using the rods in the new LS7 engine.
Posted by: Aaron Cox Feb 4 2006, 07:10 PM
| QUOTE (URY914 @ Feb 4 2006, 06:09 PM) |
| Ever seen a Ti fire? DON"T put water on it.  |
i thought that was Magnesium.....
Posted by: DNHunt Feb 4 2006, 07:18 PM
![popcorn[1].gif](http://www.914world.com/bbs2/html/emoticons/popcorn[1].gif) I think this might be interesting
I think this might be interesting 
Posted by: Headrage Feb 4 2006, 07:21 PM
| QUOTE (davep @ Feb 4 2006, 03:00 PM) |
| A net-shape forging |
Is just that college boy.
Minimum machine work to save manufacturing costs...
Posted by: sean_v8_914 Feb 4 2006, 10:16 PM
6 AL 4 V
Posted by: MattR Feb 4 2006, 11:29 PM
| QUOTE (URY914 @ Feb 4 2006, 05:00 PM) |
| Why do I even open a thread started by this guy? Sorry if that offends you or anyone else but maybe I'm just tired.... P |
Why? These are very valid questions. I think this thread is really interesting. Furthermore, Chris is putting in some really good input. He's got a bunch of knowledge for someone his age. I'm learning lots from reading this thread, and you may pick something up if you werent so closed minded to what Chris has to say.
Posted by: URY914 Feb 4 2006, 11:39 PM
| QUOTE (MattR @ Feb 4 2006, 09:29 PM) | ||
Why? These are very valid questions. I think this thread is really interesting. Furthermore, Chris is putting in some really good input. He's got a bunch of knowledge for someone his age. I'm learning lots from reading this thread, and you may pick something up if you werent so closed minded to what Chris has to say. |
Matt,
I'm deleting my post. I shouldn't have....
Paul
Posted by: Elliot Cannon Feb 4 2006, 11:47 PM
| QUOTE (MattR @ Feb 4 2006, 10:29 PM) | ||
Why? These are very valid questions. I think this thread is really interesting. Furthermore, Chris is putting in some really good input. He's got a bunch of knowledge for someone his age. I'm learning lots from reading this thread, and you may pick something up if you werent so closed minded to what Chris has to say. |
Well! Golly! We don't want to hurt anyones feelings. I just wish I knew what the fuck they're all talking about.

Cheers, Elliot
Posted by: alpha434 Feb 5 2006, 01:47 AM
| QUOTE (Elliot Cannon @ Feb 4 2006, 09:47 PM) | ||||
Well! Golly! We don't want to hurt anyones feelings. I just wish I knew what the fuck they're all talking about. Cheers, Elliot |
Ouch. . .
At least Tim wanted to help.
Posted by: Mueller Feb 5 2006, 02:07 AM
to get a better idea of the design/shape differences between steel, alum and Ti, I'd look at Chevy rods.
Easy to find and some you could get for free that have been used past thier useful life.
Study each one to see where material was added or removed.....just make sure you are comparing rods from the same motor and size.....
Check out this page, they show a 911 Ti rod from a 2.2, now all you need to do is find a picture of a 2.2 steel unit and compare to get a general idea.
http://pauter.com/titanium.htm
Posted by: messix Feb 5 2006, 02:11 AM
all i know about ti is that machining is a bitch and you treat it like its made of glass when handling it, and above all it's a waste of money unless your budget can afford unobtainium and then why would they come to you for some thing that is so diffacult and fragile to produce with reliabilty for critical engine componants when they should be going to a manufacture that has tested and proven processes to make these parts.
sorry but it seems someone is stroking you. or maybe doesn't know what their getting into.
Posted by: alpha434 Feb 5 2006, 02:45 AM
| QUOTE (messix @ Feb 5 2006, 12:11 AM) |
| all i know about ti is that machining is a bitch and you treat it like its made of glass when handling it, and above all it's a waste of money unless your budget can afford unobtainium and then why would they come to you for some thing that is so diffacult and fragile to produce with reliabilty for critical engine componants when they should be going to a manufacture that has tested and proven processes to make these parts. sorry but it seems someone is stroking you. or maybe doesn't know what their getting into. |
Alright. You guys have talked me out of it.
Yeah right. Did nobody read the first post? You aren't going to talk me out of it.
Pros and Cons.
Possibility of obtaining a usable design +
Slight performance upgrade +
Possibilty of blown engine to get there -
High cost of material (which I'm NOT paying for, and which I AM trained to machine) -
Data obtained from research and developement +++++
And the one about the Ti fires was funny. Yes I've seen Ti burn. Melted a hole through three feet of concrete. Some kid tried to "heat treat" it and it ignited. Burned a hole in the oven too. Never seen Ti burn with water like Mg though. I had the owner of a company turn on the coolant once while I was running Mg. I quit over that. Nothing caught fire.
Posted by: MattR Feb 5 2006, 02:55 AM
| QUOTE (alpha434 @ Feb 4 2006, 11:47 PM) | ||||||
Ouch. . . At least Tim wanted to help. |
Ahh, dont worry about elliotT. He's just a grumpy old guy...
Posted by: Twystd1 Feb 5 2006, 02:57 AM
Just stay with it...
Anything that can help OUR cause is of great relavence.
Twystd1
Posted by: URY914 Feb 5 2006, 08:00 AM
| QUOTE (alpha434 @ Feb 5 2006, 12:45 AM) |
| Slight performance upgrade + |
I would say more like zero REAL performance upgrade.
But now if you doing this to have something to do, to get some pratice with Ti thats a different story. But hay not start a little smaller, like a Ti fuel pump bracket (like the 935 one below) or door handle? You know, something useful.

Posted by: URY914 Feb 5 2006, 08:05 AM
TI 935 fuel pump bracket.
Simple.
Attached image(s)
Posted by: J P Stein Feb 5 2006, 09:48 AM
Stuff I think I know bout Titanium:
Expensive in aircraft grades.
Notch sensetive, but sure as hell not fragile.
Fragile don't cut it when you're trying to hold back 100K lbs of thrust.
Sensetive to the Halogens but only in hi-temp (over 600 deg F) service.
Special cutters required...not to mention feeds & speeds.
Heavy duty machines are needed. Ti wears these out pretty quickly.
Heat treat with vacuum furnace.
Alpha case is a killer.....if you don't know what Alpha case is, you better find out.
UT, Xray & penetrant insp for NDT.
Billet sux for rods.....and most hi strength parts. Read up on grain direction
Forgings are REAL expensive and the lead time is about 2 years for a die.....maybe less for a smaller one.
Russia has most of the raw material.....a big percentage.
The outfit I work for machines hundreds of tons of the stuff per year......mainly because few biddensses want to screw with it.......expense of materials is the main bug a boo. We machine forgings that cost over 100k American....minus shipping 
Good luck.
Posted by: 9146986 Feb 5 2006, 10:12 AM
My guess is the raw material alone would cost about what you paid for your 914! And then you've got to make forging dies....
Where's the keep my lip buttoned smile???
Spend your money on getting your speedometer recalibrated!
Posted by: Twystd1 Feb 5 2006, 06:55 PM
Aw... You guys are to hard on the kid.... 
The machinist I use is making a set of billet Ti rods for a Suby engine as we speak.
He has been fabricating one off trick stuff for years..
He bought the Ti from from a metal testing lab for cheap.
It's a amazing what you can find if you only need enough metal for one project. On the cheap.....
So Alpha.. I assume you are going to spin this engine VERY FAST...
What kind of RPMs are you looking for???
Twystd1
Posted by: kwales Feb 5 2006, 07:08 PM
Twystd
Titanium and cheap don't go together in the same sentence.
Was the Ti from the materials lab load tested? 
The surface of the crap work hardens as you machine it so second pass may be much more difficult than the first.
Grinds ok though......
There is a reason they don't sell titanium sheet....
They sell titanium foil because of all the trouble they have to go through to make it.... Try to bend it 90 degrees and it work hardens and..... snap...... Hadda come up with localized laser heating for that one......
Titanium makes a great getter when heated..... Sucks up every stray gas molecule it can... can you say embrittlement boys and girls.
Bet your machinist has a whole new vocabulary of words.... #$)%$&&%&#_%+%%
Ken
Posted by: J P Stein Feb 5 2006, 07:20 PM
| QUOTE (kwales @ Feb 5 2006, 05:08 PM) |
| Twystd Titanium and cheap don't go together in the same sentence. Was the Ti from the materials lab load tested? The surface of the crap work hardens as you machine it so second pass may be much more difficult than the first. Grinds ok though...... There is a reason they don't sell titanium sheet.... They sell titanium foil because of all the trouble they have to go through to make it.... Try to bend it 90 degrees and it work hardens and..... snap...... Hadda come up with localized laser heating for that one...... Titanium makes a great getter when heated..... Sucks up every stray gas molecule it can... can you say embrittlement boys and girls. Bet your machinist has a whole new vocabulary of words.... #$)%$&&%&#_%+%% Ken |
Relax, Ken, it's just a Subie engine.
Posted by: MattR Feb 5 2006, 07:30 PM
| QUOTE (kwales @ Feb 5 2006, 05:08 PM) |
| Twystd Titanium and cheap don't go together in the same sentence. Was the Ti from the materials lab load tested? The surface of the crap work hardens as you machine it so second pass may be much more difficult than the first. Grinds ok though...... There is a reason they don't sell titanium sheet.... They sell titanium foil because of all the trouble they have to go through to make it.... Try to bend it 90 degrees and it work hardens and..... snap...... Hadda come up with localized laser heating for that one...... Titanium makes a great getter when heated..... Sucks up every stray gas molecule it can... can you say embrittlement boys and girls. Bet your machinist has a whole new vocabulary of words.... #$)%$&&%�_%+%% Ken |
Its amazing you are so critical of other people's abilities.
How do you know his machinist hasnt done R&D for major auto makers? How do you know his machinist didnt write the book on engine machining? How do you know this machinist hasnt been a college instructor? And has been doing this for YEARS.
I happen to use the same machinist as Clayton, and if he says he can work with Ti, it means he has done it and probably mastered it.
Also, cheap is relative. So is speed. And speed isnt cheap.
Posted by: URY914 Feb 5 2006, 08:38 PM
| QUOTE (MattR @ Feb 5 2006, 05:30 PM) |
| Its amazing you are so critical of other people's abilities. |
It's amazing how you seem so tolerant of a guy that everyone else thinks is out in left field.
Posted by: kwales Feb 5 2006, 09:27 PM
Matt,
As an engineer, I've had some painful lessons from Titanium and have learned to have a lot of respect for it. I only use it when needed. Those "critical" statements of mine are factual and learned from the school of hard knocks.
I would just feel bad for anyone if they had made parts from titanium, didn't watch out for the many pitfalls of the stuff, and someone got a nasty surprise in a high rpm condition. All it takes is something simple as a wash in tap water to turn titanium into a ticking time bomb that will come apart.
Everybody I know that can work the stuff cusses when I bring them titanium. The guys I use make parts for GE Aircraft Engines for a living.
What's that JP? Subie parts? .... Nevermind 
Ken
Posted by: kwales Feb 5 2006, 09:31 PM
Gee thanks URY...
Love you too 
Ken
Posted by: TimT Feb 5 2006, 09:46 PM
Posted by: URY914 Feb 5 2006, 10:27 PM
| QUOTE (kwales @ Feb 5 2006, 07:31 PM) |
| Gee thanks URY... Love you too Ken |
Ken, you got it wrong.
I was saying how Matt keeps sticking up for Alpha434.
I have no problem with what you said.
Paul

Posted by: Cloudbuster Feb 5 2006, 10:28 PM
| QUOTE (MattR @ Feb 5 2006, 05:30 PM) |
| Its amazing you are so critical of other people's abilities. |
It isn't the abilities. Its the attitude -- "I don't care what you think, but I want what you know."
If gathering R&D information is such a '++++++' then why be hamstrung with information from a bunch of tradition-bound, naysaying sticks in the mud?
I say, "Defy convention!" Find out for yourself what shape Ti wants to be when spun around a crankshaft at 6K RPM. Build a single cylinder engine just like Ricardo and run connecting rods to destruction. Then, be sure to test to destruction a few times, just to make sure your final shape truly is a correct match for the purpose and conditions for which it was intended.
Posted by: MattR Feb 5 2006, 10:35 PM
| QUOTE (Cloudbuster @ Feb 5 2006, 08:28 PM) | ||
It isn't the abilities. Its the attitude -- "I don't care what you think, but I want what you know." If gathering R&D information is such a '++++++' then why be hamstrung with information from a bunch of tradition-bound, naysaying sticks in the mud? I say, "Defy convention!" Find out for yourself what shape Ti wants to be when spun around a crankshaft at 6K RPM. Build a single cylinder engine just like Ricardo and run connecting rods to destruction. Then, be sure to test to destruction a few times, just to make sure your final shape truly is a correct match for the purpose and conditions for which it was intended. |
My post was in response to Tywstd1's machinst.
I'm pretty sick of this thread. I get it, alpha has rubbed a few of you the wrong way. Big deal! He isnt the first 20 year old post whore (myself?). I'm just going to relax. I have midterms this week and next week, and I have a few long nights preparing for a POC thing this weekend..

Posted by: kwales Feb 5 2006, 10:39 PM
Thanks URY,
You DID notice the other smiley below the finger smiley didn't you?
Ya gotta learn sometime guys. A lot of things I've done have been in spite of people saying it couldn't be done...
Knock yerself out...
Mmmmmmmm popcorn....
Ken
Posted by: Twystd1 Feb 5 2006, 11:11 PM
You guy's have me smiling.
Especially when the young ones get my anger up...
Of course Alpha is all about himslef. Thats how it is now days. (like I was)
The young ones always push the older guys. Thats how they find their place in the circle of men..
Sometime I just forget what it was like to be a young man who thinks that I know better than the old guys..
And not know how to ask the questions in a way that will promote harmony instead of animosity.
So Alpha.. you just go ahead and make us nay sayers wrong. The worst that will happen is you will learn something.
The best that will happen you will learn something...
Either way.. you can't lose anything more than time and $s.
And Alpha... We will all continue to kick your ass around... Only to teach you... Just like I was taught....
It's a good thing.. You will see that in time.
If you need any help on the fab side.. PM me... You can talk to my machinist friend for some data...
He has doing this kind of R&d stuff for racing teams and such for 30 years....
Including all of the coatings and metal treatment you will need after you are finished machining your rods.
Make us wrong Alpha. And learn while ya do it.
And thanks for being on this forum... And reminding me about what it was like to be a young man...
AND a serious PAIN IN THE ass.......
Regards to all.....
Twystd1
PS: I am still laughing as I proof read this...
I love the young guys.... They keep me straight and on purpose.
Posted by: MattR Feb 5 2006, 11:23 PM
| QUOTE (Twystd1 @ Feb 5 2006, 09:11 PM) |
| I love the young guys.... They keep me straight |
Not aaron...
oh wait... nevermind
Posted by: Aaron Cox Feb 5 2006, 11:42 PM
old guys rock. they share knowledge that theyve accumulated. kinda accelerates the whole learning process whenyou got someone who has BTDT 50 years before....
Posted by: Twystd1 Feb 6 2006, 12:42 AM
Note:
According to the boyz at shop talk forums...
Ti rods in Type1 style will be sold through CB performance very soon........
They will be ostensibly made by eagle rods.
Jake paid bout 2,350 for a set (4) of crowers.
Hey Richard... Give us the dope on what you know about the Ti rods that are coming up for sale..
Cause ya see guys... Richard knows stuff none of us know... he is just that kind of guy.....
Richard,
And yup... we are having dinner next week.. With MattR
I am afraid to tell you......
Twystd1
Posted by: MattR Feb 6 2006, 12:45 AM
| QUOTE (Twystd1 @ Feb 5 2006, 10:42 PM) |
| Richard, And yup... we are having dinner next week.. With MattR I am afraid to tell you...... Twystd1 |
Sweet.
Do I get to pay too?
Posted by: Mueller Feb 6 2006, 01:07 AM
| QUOTE (Twystd1 @ Feb 5 2006, 11:42 PM) |
| They will be ostensibly made by eagle rods. |
are Eagle rods made in China?
had an interesting talk with a fellow that mentioned quite a bit of forged items that come from China used for cars are made in foundries that specialize in Military hardware...
Posted by: Twystd1 Feb 6 2006, 06:48 AM
Mike I don't have a clue.
But much like SCAT... I know that Eagle DOES have some of their forgings produced in China and are finish machined in the USA..
Thats all I know.
And someone said earlier that Ti rods are typically forged and then machined to keep the grain structure going correctly.. I do believe they are correct.
Now I have to ask my machinist how he is going to use Billet Ti rods that may have grain structure issues...
The more time I spend on this forum.. the more I reralize that I don't know jack...
Thank god for the guys that do..!!!!!!!!  ME.. Thinking about Slits... Who is.........Thinking about Aaron......
ME.. Thinking about Slits... Who is.........Thinking about Aaron......
Twystd1
Posted by: Twystd1 Feb 6 2006, 06:52 AM
Before I forget Mike,
Does your friend from China have any military hardware for sale????
.
.
.
.
.
.
.
.
.
Dude.... Just couldn't help myself  .........
.........
Posted by: alpha434 Feb 6 2006, 11:23 AM
Pictures from titanium project for vocational school, two years ago. I made about thirty of the rings just for fun. I wear one every day. It's the aircraft grade. And the secret to cutting Ti, I've found, is to use high speed three flute endmills (for milling ops) and high rake lathe tools. Reduce the chip load to .001 and it won't start to get "hard" unless you start to heat it up. So use coolant or plenty of cutting fluid. Nobody should assume that I'm unskilled just because I'm young. Thats REALLY annoying. And Ti is really easy compared to ultem or niobium zirconia, or even tantellum. Hell. 99% pure copper is more of a bitch to machine then Ti. I'll include a pic of what I can do with that. Now this is all assuming that you don't mind getting your arms cut to hell while you're standing at your machine, or that you have an enclosed machining center. Anyway, I got what I wanted. The pictures of the Ti rods. Thanks all. Too bad I was out of town and couldn't defend myself. Most of my closest friends are "old." As in grey hair. Their problem, too, is that they resist change. This works well enough, why do differently? Well. Twysted is right. I want my engine to spin really fast. SCCA doesn't have a rpm restriction. And Ury should think this is a great idea. Imagine the weight I'm shaving off.
http://photobucket.com
Attached image(s)
Posted by: Mueller Feb 6 2006, 01:32 PM
| QUOTE (Twystd1 @ Feb 6 2006, 05:52 AM) |
| Before I forget Mike, Does your friend from China have any military hardware for sale???? . . . . . . . . . Dude.... Just couldn't help myself ......... |
I'll have to ask
 ...once my "drama" is over, I'll be in the market for a .308 Win, leaning towards a Savage...buddy is building a .338 Lapua Magnum....going to cost more than my 914
...once my "drama" is over, I'll be in the market for a .308 Win, leaning towards a Savage...buddy is building a .338 Lapua Magnum....going to cost more than my 914 I wanted a Ti wedding ring from http://members.rennlist.com/statmandesigns/ but wife overruled that idea, hahaha
Attached image(s)

Posted by: alpha434 Feb 6 2006, 01:42 PM
Carbide is the new thing with rings. I don't know why.
I've got laser etching equipment at my disposal. I was planning to do some really exotic engravings, but I never got around to it.
Thats getting off topic. Anyway. cloudbuster is kinda right. I should find out for myself what Ti should be shaped like. Except that that'll take LOTS of time. And LOTS of money. It wouldn't fit with my current R&D budget. This is the research part of R&D. Where I ask someone else. The I analyze the data given to me and make professional decisions on where to go next. I.E. a photographic comparison between Ti rods and steel rods for the same engine. Expirementally, someone wants to fund airfoil shaped rods for a 6. I'll do that here soon.
Posted by: Mueller Feb 6 2006, 01:56 PM
| QUOTE (alpha434 @ Feb 6 2006, 12:42 PM) |
| Carbide is the new thing with rings. I don't know why. I've got laser etching equipment at my disposal. I was planning to do some really exotic engravings, but I never got around to it. |
i've never machined Ti, I have a couple of chunks I bought off of eBay, but for now, they are just collecting dust till I get really bored and have nothing to do...like that'll happen anytime soon
Posted by: alpha434 Feb 6 2006, 01:58 PM
| QUOTE (Mueller @ Feb 6 2006, 11:56 AM) | ||
i've never machined Ti, I have a couple of chunks I bought off of eBay, but for now, they are just collecting dust till I get really bored and have nothing to do...like that'll happen anytime soon |
Like I said. high rake tooling and a .001 chipload at anygiven time. If you have to drill it, make one constant cut. All your tool wear will me on the engage in a cutting pass. I prefer to use high speed steel, because it's more forgiving in that kind of a situation.
Posted by: byndbad914 Feb 6 2006, 09:40 PM
I had the joy about 8 yrs ago working with some guys that had a bunch of 6" small blk chevy rods machined from ti and had issues with the coating wearing off quickly, which on a V8 is brutal. Shared journals means the rods rub against each other and ti-ti contact galls like a mf'er.
We searched and searched for almost a year at that time and found what was supposedly a good coating. They were willing to give me a set of 8 coated for $1200 to try in my engine, to which I quickly said fuck that! Build a crap 350 and just dyno it until is lets go I wasn't about to make my $9300 engine a test bed 
Last I knew a serious sprint car of some sort ran 2 full seasons with a set, so apparently they got the coating right. And sprint car rpm/spikes/variations, etc is just a whole new world of pain for an engine. Let alone the quantity of dirt that gets ran through oil passages - it's like a blood alcohol content... oil blew .24 on the dirt meter 
Another engine was a drag engine. In any case, both engines were torn down on a regular basis so it was easy to inspect the rods.
And I am with Twystd - ahh to be young again. And that is not trying to be an ass to alpha or one of those backhanded comments - I was just so much more eager to try anything and believe in my crazy ideas when I was 20. Christ, I was a god in my own mind at 20 and have to admit, it made for an interesting learning curve.
More power to you alpha! I know you say you gave up on it, but we all know in the back of your mind you are thinking "I could do that"..
And Eagle stuff is Chinese machined too - about 99% sure on that. At least that is what I was told by a vendor/middleman for Chinese stuff we were getting when I worked at a hot rod shop. Almost every set of Eagle H-beams I had to cut the caps and resize the big end because they were over spec. Machining is really hard to get good out of China, but the parts themselves are pretty solid. One of our customers was the first guy we knew of running 8.80s in a 10" tire Mustang with a blown 347 - right when the cheap Chinese rods and crank were hitting the market!!!
Posted by: alpha434 Feb 6 2006, 10:19 PM
C'mon. I'd never give up. Regardless of what people tell me.
I don't know about being a god in my own world though. That sounds a little
I'm only interested in this because someone else is pushing me with funding to back it. Which means I get a free set and a few engines to test them in. I DO need to know the coating, though. VERY VERY important, obviously. If you could track that down and pm me, I'd be much obliged.
Posted by: byndbad914 Feb 6 2006, 10:52 PM
I'll see what I can do... it has been a long time since I had contact with those guys, but an "old boss" might still have the connection on the coating...
BTW, wasn't implying you think you are a god or in your own world... I said at 20 I thought I was a god... and when I was 20 most of the things I did went far beyond and straight to insane  I still laugh when I recall my first time on Willow Springs - guy let me drive his vintage 70 Mustang Boss 302 T/A car for a couple of laps and on the second lap ever in a race car I was running 145+ down the front straight "bumping the rev limiter" - then when I came in he asked how many rpm I was turning because he could hear the valves floating
I still laugh when I recall my first time on Willow Springs - guy let me drive his vintage 70 Mustang Boss 302 T/A car for a couple of laps and on the second lap ever in a race car I was running 145+ down the front straight "bumping the rev limiter" - then when I came in he asked how many rpm I was turning because he could hear the valves floating  Some rev limiter. I had that car in a complete 4-wheel drift through turn 5 on that lap too when it used to be narrow running a double apex - I would line up the second apex fully sideways and nail the throttle to hook it back up. I lost those balls about 5 years ago
Some rev limiter. I had that car in a complete 4-wheel drift through turn 5 on that lap too when it used to be narrow running a double apex - I would line up the second apex fully sideways and nail the throttle to hook it back up. I lost those balls about 5 years ago 
He let me drive that car quite a bit after that "as long as I paid for 1/2 the tires and kept it below 7500"
If I can track that coating info down, I will PM you, but trust me, there is about a 1% chance on that. I am so bad with names... I knew it 8 years ago, but thinking back, we were talking to no less than 10 different aerospace coaters throughout the Southwest/Ca area and I can't remember a single name. Too much info for my long term memory to retain... what was the question?
Posted by: alpha434 Feb 6 2006, 11:18 PM
You're the best.
It took about three times as long. But I think (after the coatings) that I've got every thing I need to make a move on this. I'm doing a test part out of aluminum. I guess I'll let everyone see that. Then I'll take that to my financial backer for revision and fitting to his 356s. Hopefully, I'll have something dynamic here. I may or may not be able to post pictures of the finished part. I'm going with a "low drag" shape that won't be a part of the test piece and may have to stay a secret. I've got a rocket scientist and 3 engineers to turn to if I have failure problems in the test stages.
And people really said I couldn't do it. I've already got three variations of cnc progs layed out.
So if anyone knows those coatings, That's what I need.
Posted by: Porcharu Feb 7 2006, 01:47 AM
| QUOTE (Mueller @ Feb 6 2006, 11:32 AM) | ||
I'll have to ask ...once my "drama" is over, I'll be in the market for a .308 Win, leaning towards a Savage...buddy is building a .338 Lapua Magnum....going to cost more than my 914 I wanted a Ti wedding ring from http://members.rennlist.com/statmandesigns/ but wife overruled that idea, hahaha |
I have one of those - wife bought it as a birthday present after I lost (well it's not lost I know where it is) it on our honeymoon in a reef in Fiji.
That ring you showed is one of the expensive ones - his other ones are less than $150 I wear mine all the time unless I'm doing something that might break my finger. The rings come with a big warning that EMT's can't cut a TI ring off your finger and your hosed if it's broke. Mr. Statman is a cool guy too, he does this amazing work in a home shop.

Posted by: alpha434 Feb 7 2006, 01:57 AM
Stay on topic! Coatings!!!
And yeah, those rings re really nice. I wanted to etch a japanese-style dragon in mine, but like I said, never got to it.
Posted by: alpha434 Feb 9 2006, 08:07 PM
Progress update. Pictures!!!
Attached image(s)
Posted by: alpha434 Feb 9 2006, 08:08 PM
and
Attached image(s)
Posted by: alpha434 Feb 9 2006, 08:08 PM
and
Attached image(s)
Posted by: Brian Mifsud Feb 9 2006, 09:04 PM
One question I haven't seen anyone ask.. ..
All the applications I've seen for Titanium connecting rods are either in drag/sprint/or F1/Indy type of cars.. meaning very high RPM...
It makes sense to keep the mass low at 9000+ RPM
Does your backer think he's gonna see north of 7000RPM in a 356 engine?
I'd love to see the cylinder heads and push rod valve train which will live there..
What is his application?
Posted by: Mueller Feb 9 2006, 09:49 PM
| QUOTE (alpha434 @ Feb 9 2006, 07:08 PM) |
| I've got a rocket scientist and 3 engineers to turn to if I have failure problems in the test stages |
that's funny (and not very impressive
).........believe it or not, there are a few of those on the site here and a few have responded to your questions as for the coating, have you tried calling a few places and ask?
I'd try this place http://www.sputtek.com/moreapps.html...worse case is they say no, so you ask if they can recommend something or someplace........
If I was a manufacture of Ti rods and saw this post, I wouldn't be telling any trade secrects.
You could also try some other forums, but instead of coming off as a expert machinest in Ti, try being a little humble and just ask a general question on the coating....say you have a set of rods already and you are worried of the galling or something to that effect....
by the way, nice looking part.....I kinda wonder if there would be a market for half finished parts such that...done right it would look cool as a paperweight

Posted by: lapuwali Feb 9 2006, 09:55 PM
I think this is one of those cases where the buyer has way too much money, and is basically buying bling, not function. He's managed to talk Alpha here into making them for him, and as long as Alpha is getting paid to do it, and isn't going to take a huge bath when the guy stiffs him later, I don't see there's a problem here. If course, if Alpha DOES get stiffed, then he'll still have learned something. Or that they end up breaking the first time they're used, and he ends up on the wrong end of a lawsuit.
Quite a few of the tuners I've met have had a "golden customer" come along with a big wad of money, racked up huge bills, and basically ended up giving them a "golden shower" instead. Hopefully, this isn't one of those cases, but I'm not holding out a lot of hope there.
Posted by: Twystd1 Feb 9 2006, 10:42 PM
Alpha,
I am at my machinist friends shop right now.
He suggesesd looking at SAE papers for your specific alloy of Ti.
On which specific coating would be the best for your application.
By the way... Nice start on your rods and cap... Giterdone.
Another question I asked my machinist friend is: What would happen if I machined a rod out of billet Ti. NOT a forging.??
He said: Depending on the alloy. If the rod was seeing 50 - 100 HP per rod on a basic street strip engine. NA or boosted AND NOT an endurance motor. You CAN probably get away with a billet rod with the appropriate coatings. NOT a forging..
Again... it depends on the alloy!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
NOTE: SAE books have the Ti quality's and breakdowns that you may need for future work as well as any metals that you may happen upon.
Keep in mind. This is just one guys opinions.
I am going to contact a friend of Bill Miller's (Guru Engine Guy) next week and see what he can find out. Miller makes Ti rods for many racers as well as aluminum rods.
He should know something that can be of some help.
LaterZzzzzz
By the way Alpha. You are a pain in the ass...
AND you have the balls to try something. Dude..you make me smile..
I haven't seen the non-club this pissy since since the last young guy came here asking alot of questions..
I love this shit... keep up the work..
Twystd1
Posted by: alpha434 Feb 10 2006, 01:45 AM
Damn. What is wrong with you guys?!? I'm doing this for Al Lager. See the banner? I've worked for him for almost four years now. No golden showers.
The 356 engines we play with can get past 8000rpms but you can't hold it there. Just to get a downshift and then bring it down. Or to hold on just a little bit longer into a turn. I'm getting the first set for my "engine #9" prototype. And the next set will go to a 356 for immediate testing for further developement.
And I see 914club as open information sharing. Screw anyone who wants to think that it would be fun or funny to with hold information pertient to a project in need of help. Nothing in this stage of rod design is a secret. Every thing I've shown is used all over the place in rod design. Even the funny circular locators. I made another piece with all the secret features machined in to it. And I would happily post pictures of it, except you guys would hassle me for another 3 pages before I got one page of usable input.
And I tracked down some "radial grain" billet. Hehe. Could be better than forged. We'll see.
Alloy is Ti alpha/beta type 23. I can't remember the exact nomeclature for Ti. Its a lot different from steel or aluminum. But if you search for alloy type 23, youll find info on it, for all those interested.
Thank god someone like twysted is out there and actually WANTS to see something move forward. Without people like him, 904 gauges NEVER get made.
Posted by: MattR Feb 10 2006, 01:59 AM
| QUOTE (alpha434 @ Feb 9 2006, 11:45 PM) |
| Thank god someone like twysted is out there |

Posted by: alpha434 Feb 10 2006, 02:01 AM
Haha. And Matt. He's definately NOT a douchebag.
Posted by: MattR Feb 10 2006, 02:04 AM
| QUOTE (alpha434 @ Feb 10 2006, 12:01 AM) |
| Haha. And Matt. He's definately NOT a douchebag. |
Nah, I'm a douchebag. I'll be the first to admit it.
Posted by: Twystd1 Feb 10 2006, 04:26 AM
Alpha...
Ya can't bag on MattR.. he knows me Oh too well.
And the little shit knows I am a douchebag... At times...
And Matt..... 
 I found your http://titanex.com/tigrades/titanium-grades-mechanical-chemical-physical-properties-titanium-grade-1-2-3-4-5-7-9-11-12-19-beta-c.php?sel=11
I found your http://titanex.com/tigrades/titanium-grades-mechanical-chemical-physical-properties-titanium-grade-1-2-3-4-5-7-9-11-12-19-beta-c.php?sel=11
By the way... What else are you nuts working on over there??
OH... And speaking of gauges... HHHmmmmm
What about those 904 gauges???
What kind of bolts and what size are you going to use for the rods?
AND.. Are you going to use german bearings or set it up for American made steel backed HiPo bearings? Maybe even coated bearings? YES!!
Let us know whats up on your progress.
And watch out for MattR.. The little fuccer sneaks up on ya after a while.
AND:
Have I told you:
You are a pain in the ass................
Lately???
Cheers,
Twystd1
Giterdone .....
Posted by: Twystd1 Feb 10 2006, 04:55 AM
By the way,
I was chatting with some of the 356 contingent down here in SoCal.
They know your boss. And you are right..
In the 356 world.. he is very well respected.
And yup he was with Mark Donahue and a young Penski and all those guys back in the day.
He sounds like a very interesting fellow.
If I come up your way... I'll let ya buy me lunch.... With your boss..!!
Twystd1
Posted by: Aaron Cox Feb 10 2006, 10:38 AM
proceed with caution 
Posted by: alpha434 Feb 10 2006, 01:42 PM
| QUOTE (Twystd1 @ Feb 10 2006, 02:55 AM) |
| By the way, I was chatting with some of the 356 contingent down here in SoCal. They know your boss. And you are right.. In the 356 world.. he is very well respected. And yup he was with Mark Donahue and a young Penski and all those guys back in the day. He sounds like a very interesting fellow. If I come up your way... I'll let ya buy me lunch.... With your boss..!! Twystd1 |
Damn right. Al can make a 911 eat 356 brake dust.
I get all of my scariest ideas directly from him. This Ti jobbers' been on the chopping block for a while. Need to start knocking down projects for this season.
I'd be happy to buy you lunch. I'll make Al sit through it.
Posted by: TimT Feb 10 2006, 08:19 PM
Pankl Ti, Pauter, Stock
The Pankl rod is a consumable, according to PMNA, 40 hours out and into the scrap pile...
Ive had some pretty knowledgable engine builders, metalurgists, material scientists tell me that the Pankl rod is just that, a consumable.. the big end needs beefing up....
Attached image(s)
Posted by: TimT Feb 10 2006, 08:20 PM
we all need a left hand monkey wrench
Attached image(s)
Posted by: TimT Feb 10 2006, 08:23 PM
This is the "parting line" of the coating... after machining the rods are hung from the small end, and dipped...
The coating Pankl uses on the rods is proprietary.. they use it on rods they make.. its not sold to outside vendors
Attached image(s)
Posted by: MattR Feb 10 2006, 08:54 PM
| QUOTE (TimT @ Feb 10 2006, 06:19 PM) |
| The Pankl rod is a consumable, according to PMNA, 40 hours out and into the scrap pile... |
Are these for the RS?
Posted by: TimT Feb 10 2006, 08:57 PM
Ya they are out of a car that raced at Le Mans
Attached image(s)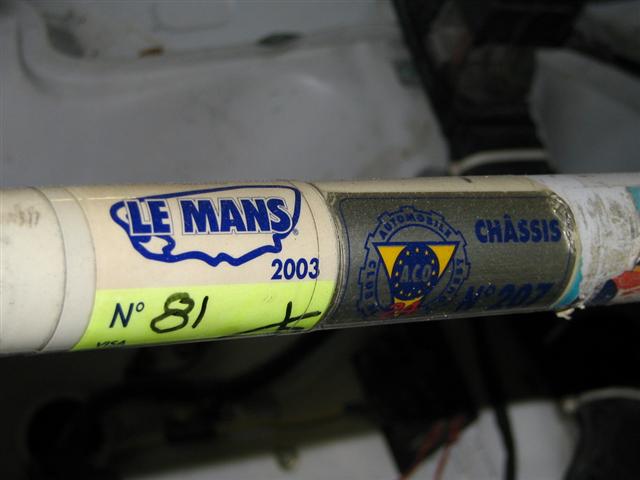
Posted by: SGB Feb 10 2006, 09:31 PM
fascinating. I feel like I'm in school again. Only this school is about cool stuff!
Posted by: MattR Feb 10 2006, 09:53 PM
A quick google search... thats a TRG car? Do you know John?
Posted by: Twystd1 Feb 11 2006, 01:36 AM
Alpha.
Try giving these guys a call.
http://www.tiodize.com/racingproducts.html
OR:
http://www.applieddiamondcoatings.com/Auto.html
I am still trying to find someone in Colorado that knows more data.
And yea... I will have eats with you and your boss. Dam right....
Now get those suckers made and lets see if they blow up or not.
By the way...What kind of valve train are you guys running that is light enough to handle a 8K+ consistently.
What lifters?
What rockers?
Push rods?
Basic cam specs.
Spring heighth and spring pressures
Your first born. Etc....
If your boss says you can share that data. I am interested in it.
Simply because it might have some carry over into our type 4 world.
Especially any technology that allows us CSOB to gain a bit of horse power and/or longevity out of our stroker or large engines.
The stockers seem to last just fine if assembled well. And most of us can't afford a Pro built engine.
And some of us (ME) just like to do it ourselves in the name of machanical interest and my own ego. (Which is almost as big as Aaron's)
So if ya have anything for us... bring it on.. if not...
Just giterdone.
Any technology that you have, that can be shared here is good for the team.
Twystd1
Posted by: alpha434 Feb 11 2006, 03:55 AM
Hehe. The valve train is actually somewhat stock.
But you wouldn't know if I showed it to you. The springs he uses are NLA, so we're down to whats left in his private stock to use. Lifters are stock, weight reduced. The rockers have so many god damn holes drilled in them its not even funny. Ok it is.
But thats what really goes into a race car. LOTS of time and effort. No room for half assing it.
Most of the things that we do with the 356s I will be applying to a prototype IV engine. HIYA!
I JUST got pictures of porsche factory Ti rods. MADE by porsche factory for their 2.0L engine. This was stated by Bruce Anderson, who is an expert on 911s.
Shape is dead nuts exactly the same. The factory Ti rods have a 100 hour limit. H-shaped.
I'm ready to start blowing stuff up. I'll be getting to that ppoint here, soon.
Posted by: alpha434 Feb 11 2006, 04:01 AM
If you're really serious about that stuff, then pm me. I'm sick of people calling me an idiot over this kinda stuff. I might even give you the specs for the final connecting rod design. But people have been spending a LOT of time laughing at me over the past few weeks.
Posted by: J P Stein Feb 11 2006, 10:38 AM
| QUOTE (alpha434 @ Feb 11 2006, 02:01 AM) |
| If you're really serious about that stuff, then pm me. I'm sick of people calling me an idiot over this kinda stuff. I might even give you the specs for the final connecting rod design. But people have been spending a LOT of time laughing at me over the past few weeks. |
You're gonna have to find your own way of communicating so as not to sound like an idiot. ....I'm still working on that, but if I figure it out, I'll let you know.
I never laugh at anyone who's getting paid to do something they love to do. Now, those of us who aren't getting paid to bust our asses on off the wall stuff...

Posted by: Thorshammer Feb 11 2006, 01:30 PM
Maybe I am lost here but is the journey to build a ti rod IN HOUSE or is the result to have a light weight TI rod for a project.????
As for TI, to machine a Ti rod one needs a Ti forging, a piece of billet won't get the job done. Don't ask me how I know!
I have used crower Ti con rods for years with much more life than 40 hours. They will make any con rod in Ti very reasonably. If the journey is not the idea, and the result is, then call Crower, you will have them in 5 weeks. And a Ti Rod must have an upper end bushing. Crower uses some sort of surface treatment on their Ti rods.
Erik Madsen
Posted by: Mueller Feb 11 2006, 02:52 PM
| QUOTE (alpha434 @ Feb 11 2006, 03:01 AM) |
| I'm sick of people calling me an idiot over this kinda stuff. |
no one's called you an idiot, but you cannot come across as an expert and then ask
| QUOTE |
| What's a net shaped forging? |
Erik,
http://www.grpconrods.com/index.html
Posted by: alpha434 Feb 11 2006, 03:13 PM
....has little criss-crosses in them..... 
Yes kidding.
Posted by: cnavarro Feb 12 2006, 07:34 PM
Chris, I like your use of radial serration. Must be hell on those cutters! Sure have some kick ass tooling around there, that's for sure. I've never seen it applied to anything other than an aluminum rod since there's really no way to rebuild them. But I guess that doesn't matter considering in the scenario we're discussing they are disposable items anyways.
Posted by: Twystd1 Feb 14 2006, 11:54 PM
So Alpha,
Whats new on the rod thang???
Did any of the links or data we gave ya help on getting your rods done?
Twystd1
Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)