|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|


| golden2.0 |
 Dec 14 2015, 11:59 PM Dec 14 2015, 11:59 PM
Post
#1
|
|
Newbie  Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
So I just recently purchased a car and after reading all the rebuild posts I have decided to strip the car down and (with the blessing from my wife) to take a crash course in welding. If I am going to rebuild, I want to do it correctly. I found a school with small class sizes but they told me that they concentrate on mainly stick welding (which I have done before). The question I have is what is the best method of welding these cars back together? Seems that TIG is preferred. My past large welding project was using brass rods and a torch to rebuild a 67' mustang, I don't think I want to use that process for this current project since it requires a ton of heat...it worked, but it wasn't pretty.
Any in-site on type of welding to learn would great. I want to make sure I ask the right questions from the school before I sign up for their classes. Don't want to waste money on school if it is not going to specifically help with my project. I figure I can have the car done by the time my little boy is 16. He is almost 2 now. |
   |

 
|
  |
Replies(20 - 28)
| mr914 |
Dec 17 2015, 10:12 PM
Post
#21
|
|
914 Hillbilly Group: Members Posts: 576 Joined: 11-January 03 From: Lincoln NE Member No.: 131 Region Association: None |
Mig is the way to go.
I recommend a 220v welder due to the duty cycle. The 110v versions have a 10-20% duty cycle. 5 min weld, 30+ min of cool down time. I personally used a Miller 550. $500 used A LCD welding helmet is a must. Clean, Prep, Fit. HF has welding clamps for flush welding. The pneumatic offset crimper is worth its weight in gold. Knock out welding holes and offset crimps. 80/20 gas mix is my preference. Practice, practice, practice to get thru the learning curve. Weld as little as is necessary to eliminate grinding of the welds. I use a 5 or 8" grinder with a flapper disk. Make sure that it is .050" negative rather than proud. It only requires a thin skin of filler Good Luck! Penetration is the important part. Should have a blueing nearby the welds. Too cold of a weld will not be strong. With practice and skill, you can do 3 dimensional welding of parts. Attached thumbnail(s) 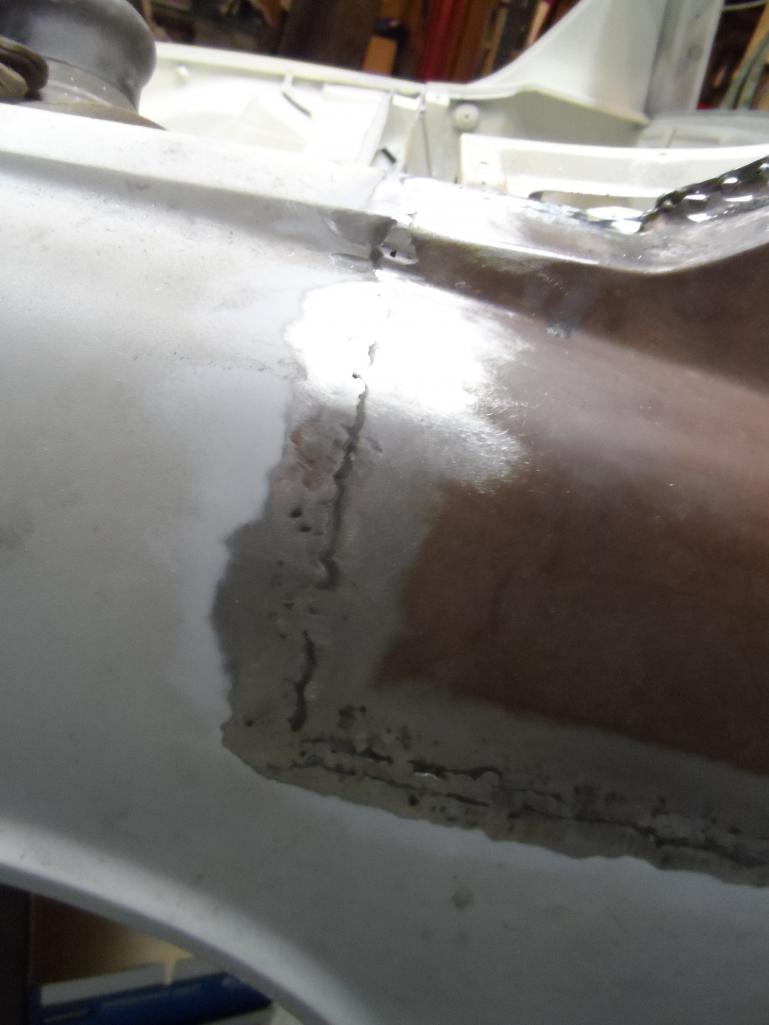
|
|
|
|
| mr914 |
Dec 17 2015, 10:17 PM
Post
#22
|
|
914 Hillbilly Group: Members Posts: 576 Joined: 11-January 03 From: Lincoln NE Member No.: 131 Region Association: None |
Couple other photos
Attached thumbnail(s) 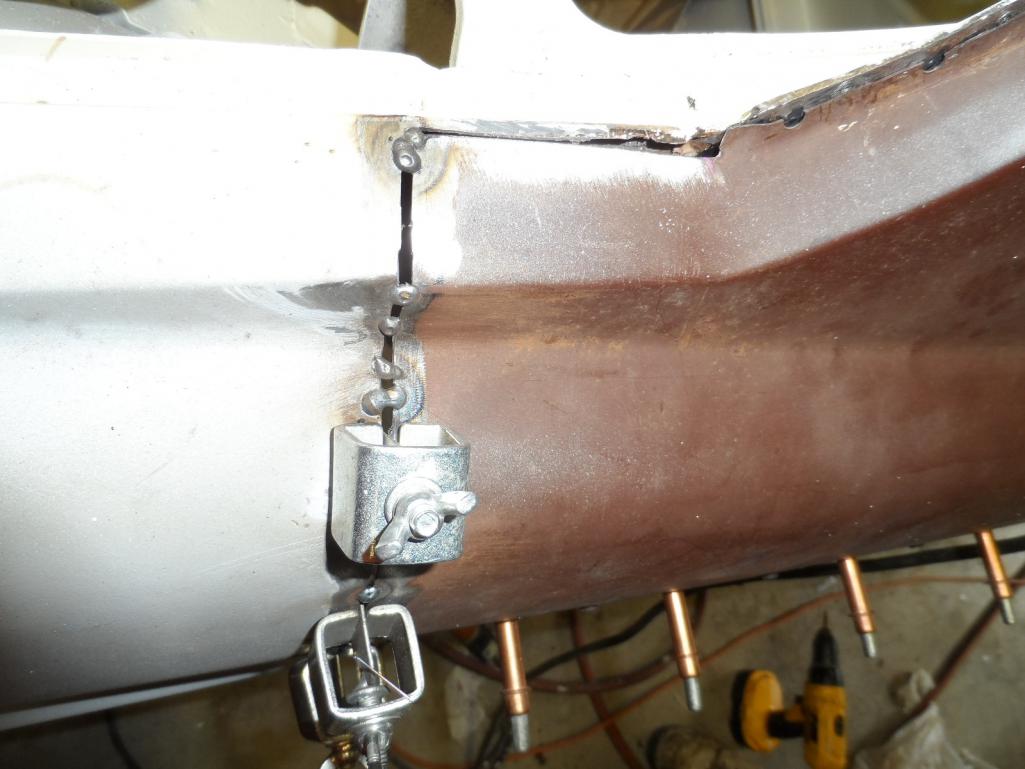  
|
|
|
|
| golden2.0 |
Dec 20 2015, 03:14 PM
Post
#23
|
|
Newbie Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
QUOTE(BeatNavy @ Dec 17 2015, 05:45 PM)  QUOTE(marksteinhilber @ Dec 17 2015, 04:12 PM) What all the others have said is true, but not cost friendly. If you're not going to do multiple car restorations, then you don't need to spend $500 or more for the brand name Mig. The Eastwood 120 has a dial for the heat or amperage setting as well as the wire speed, comes with the gas regulator and works with either 0.23 or 0.30 wire size. The 0.23 makes welding thin sheet metal a little easier with less heat. I generally agree. I would maybe quibble on whether to spend the money and get a good setup or not (hopefully you WILL use it for years and for other projects). But he's right about practicing on sheet metal and using thinner wire. .23 is good for body, more cosmetic, work. .30 for more structural repairs. It's pretty easy to throw down a bead on 1/4 inch thick metal on a bench with good light. It's significantly harder to do that with sheet metal in a corner when you can't see (or get an easy ground point). Where in VA are you? If you're at all near northern VA you I can help as well. You've probably got too much info at this point, I imagine. I am in Fredericksburg, my business is in Alexandria. You? |
|
|
|
| golden2.0 |
Dec 20 2015, 03:17 PM
Post
#24
|
|
Newbie Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
QUOTE(rightpedal @ Dec 17 2015, 09:18 AM) Any course in metal work is a good thing. Most stick classes are geared to plumbing/pipe fitter. There is very little practical that transfers. A lot of the basic theory transfers. If you can find a more general course. My project will be transferred to the work space after new year. You are welcome to come on up to Annapolis and help weld/grind/hammer repeat. Steve Sure, keep me posted. I would be happy to help. |
|
|
|
| BeatNavy |
Dec 20 2015, 03:25 PM
Post
#25
|
|
Certified Professional Scapegoat Group: Members Posts: 2,926 Joined: 26-February 14 From: Easton, MD Member No.: 17,042 Region Association: MidAtlantic Region |
QUOTE(golden2.0 @ Dec 20 2015, 04:14 PM) QUOTE(BeatNavy @ Dec 17 2015, 05:45 PM) QUOTE(marksteinhilber @ Dec 17 2015, 04:12 PM) What all the others have said is true, but not cost friendly. If you're not going to do multiple car restorations, then you don't need to spend $500 or more for the brand name Mig. The Eastwood 120 has a dial for the heat or amperage setting as well as the wire speed, comes with the gas regulator and works with either 0.23 or 0.30 wire size. The 0.23 makes welding thin sheet metal a little easier with less heat. I generally agree. I would maybe quibble on whether to spend the money and get a good setup or not (hopefully you WILL use it for years and for other projects). But he's right about practicing on sheet metal and using thinner wire. .23 is good for body, more cosmetic, work. .30 for more structural repairs. It's pretty easy to throw down a bead on 1/4 inch thick metal on a bench with good light. It's significantly harder to do that with sheet metal in a corner when you can't see (or get an easy ground point). Where in VA are you? If you're at all near northern VA you I can help as well. You've probably got too much info at this point, I imagine. I am in Fredericksburg, my business is in Alexandria. You? Sterling. You're welcome to come up to my place and practice with my setup sometime. Maybe it'll give me motivation to accelerate progress on my project (IMG:style_emoticons/default/smile.gif) |
|
|
|
| golden2.0 |
Dec 20 2015, 09:47 PM
Post
#26
|
|
Newbie Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
QUOTE(BeatNavy @ Dec 20 2015, 04:25 PM) QUOTE(golden2.0 @ Dec 20 2015, 04:14 PM) QUOTE(BeatNavy @ Dec 17 2015, 05:45 PM) QUOTE(marksteinhilber @ Dec 17 2015, 04:12 PM) What all the others have said is true, but not cost friendly. If you're not going to do multiple car restorations, then you don't need to spend $500 or more for the brand name Mig. The Eastwood 120 has a dial for the heat or amperage setting as well as the wire speed, comes with the gas regulator and works with either 0.23 or 0.30 wire size. The 0.23 makes welding thin sheet metal a little easier with less heat. I generally agree. I would maybe quibble on whether to spend the money and get a good setup or not (hopefully you WILL use it for years and for other projects). But he's right about practicing on sheet metal and using thinner wire. .23 is good for body, more cosmetic, work. .30 for more structural repairs. It's pretty easy to throw down a bead on 1/4 inch thick metal on a bench with good light. It's significantly harder to do that with sheet metal in a corner when you can't see (or get an easy ground point). Where in VA are you? If you're at all near northern VA you I can help as well. You've probably got too much info at this point, I imagine. I am in Fredericksburg, my business is in Alexandria. You? Sterling. You're welcome to come up to my place and practice with my setup sometime. Maybe it'll give me motivation to accelerate progress on my project (IMG:style_emoticons/default/smile.gif) I hear you. It really would be a great benefit for me to see a project in process and get a handle on welding set ups. Might give me a chance to give some of my other Pcars some attention with a run to Sterling and back. Thank you. Let me know when you wouldn't mind a guest with a ton of questions. I appreciate the offer. |
|
|
|
| golden2.0 |
Dec 20 2015, 10:15 PM
Post
#27
|
|
Newbie Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
QUOTE(rightpedal @ Dec 15 2015, 08:59 AM) The advise so far is spot on. I have a sp125+ by Lincoln. It is a step above the Home Depot model better drive mechanicals. Here is a link for you. Don't let the title through you Robert goes into a lot of what you will need to know. Go through the whole thread the guy is a genius. Good luck with the project Steve http://www.bangshift.com/forum/forum/bangs...g-a-bead-roller Here is Roberts build thread. In the first page he does a pretty good job of showing how to weld panels without warping or more to the point minimizing/mitigating warp. http://www.bangshift.com/forum/forum/bangs...-wagon-progress This is amazing stuff. |
|
|
|
| golden2.0 |
Dec 20 2015, 10:21 PM
Post
#28
|
|
Newbie Group: Members Posts: 17 Joined: 26-April 15 From: Virginia Member No.: 18,670 Region Association: South East States |
QUOTE(mr914 @ Dec 17 2015, 11:17 PM) Couple other photos Solid advice. Thank you. Great photos too! |
|
|
|
| 914DiceRoll |
Dec 20 2015, 10:55 PM
Post
#29
|
|
Newbie Group: Members Posts: 7 Joined: 21-October 14 From: Fredericksburg, Virginia Member No.: 18,047 Region Association: MidAtlantic Region |
Hi Neighbor. I live at Lake of the Woods and have been tinkering with a 71 914 I bought at auction last year. So far I've fixed lots of mechanical issues and some rust problems. Maybe we could get together for lunch or something and talk a little. I have a Hobart 140 with gas setup you are welcome to practice with if you want to try MIG welding. I am not a pro so I couldn't pretend to teach welding, but I have learned a lot. Send a PM.
Attached thumbnail(s) 
|
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 2nd July 2024 - 10:55 PM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.