|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| Mark Henry |
 Jan 3 2016, 05:46 AM Jan 3 2016, 05:46 AM
Post
#13
|
|
that's what I do!  Group: Members Posts: 20,065 Joined: 27-December 02 From: Port Hope, Ontario Member No.: 26 Region Association: Canada |
I agree with all of the above, start small projects that at not important till you get the feel for it. Lots of on-line resources, it's a bigger learning curve than you think.
Don't forget the damn key in the chuck (IMG:style_emoticons/default/wink.gif) |
   |

 
|
| thieuster |
Jan 3 2016, 06:31 AM
Post
#14
|
|
Member Group: Members Posts: 447 Joined: 31-January 15 From: 275 mls NW from Stuttgart. Member No.: 18,384 Region Association: Europe |
I agree with all of the above: especially those about safety. Make sure that you wear proper clothing when operating this machine. Loose clothing can be deadly (around your neck) when picked up by the machine. Same goes for long hair, a necklace etc.
A good medium to start with is Teflon/Teflon. Get yourself a few chunks of that stuff and start with that. Teflon is quite soft so it will not affect your cutters too much. One of the first things I did on a lathe was a knob for my Triumph's gear lever. First a specimen made from teflon, the second one from a alloy billet. Menno |
|
|
|
| barefoot |
Jan 3 2016, 07:15 AM
Post
#15
|
|
Senior Member Group: Members Posts: 1,288 Joined: 19-March 13 From: Charleston SC Member No.: 15,673 Region Association: South East States |
Get some Delrin or brass and make some of the rear trunk rollers for the torsion bars.
|
|
|
|
| bulitt |
Jan 3 2016, 08:21 AM
Post
#16
|
|
Achtzylinder Group: Members Posts: 4,188 Joined: 2-October 11 Member No.: 13,632 Region Association: South East States |
And watch those carbide bits. When they shatter they are like shrapnel- Safety glasses at all times! (IMG:style_emoticons/default/shades.gif)
|
|
|
|
| ThePaintedMan |
Jan 3 2016, 09:07 AM
Post
#17
|
|
Advanced Member Group: Members Posts: 3,886 Joined: 6-September 11 From: St. Petersburg, FL Member No.: 13,527 Region Association: South East States |
Hey Joe! How bout a present or Christmas ornament for the new beh-beh? Congrats BTW Dad!
|
|
|
|
| cary |
Jan 3 2016, 11:04 AM
Post
#18
|
|
Advanced Member Group: Members Posts: 3,900 Joined: 26-January 04 From: Sherwood Oregon Member No.: 1,608 Region Association: Pacific Northwest |
Nice .............. Beautiful Machine
I bought a 1930's belt driven version to check for out of round and cleaning up burrs. Not a clue on how to use it. |
|
|
|
| timothy_nd28 |
Jan 3 2016, 11:55 AM
Post
#19
|
|
Advanced Member Group: Members Posts: 2,299 Joined: 25-September 07 From: IN Member No.: 8,154 Region Association: Upper MidWest |
Chrome bezel gauge rings would be cool.
|
|
|
|
| Series9 |
Jan 3 2016, 03:09 PM
Post
#20
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Wow!
Thanks for all the responses. I'll try to post updates as I figure this thing out. (IMG:style_emoticons/default/smile.gif) |
|
|
|
| r_towle |
Jan 3 2016, 03:14 PM
Post
#21
|
|
Custom Member Group: Members Posts: 24,599 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Make something square....
|
|
|
|
| veekry9 |
Jan 3 2016, 04:37 PM
Post
#22
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
 A test trinket,tolerances of +/-.003" ,in various alloys. The nicest one I've seen was on the desk of the pres's office in chromolly,heatreated and ground,+/-0.0005". Another was in hardened 52100,32 rms,CBN tooling,beautiful homogeneous finish. |
|
|
|
| Mueller |
Jan 3 2016, 04:54 PM
Post
#23
|
|
914 Freak! Group: Members Posts: 17,146 Joined: 4-January 03 From: Antioch, CA Member No.: 87 Region Association: None |
|
|
|
|
| Series9 |
Jan 3 2016, 09:09 PM
Post
#24
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(Mueller @ Jan 3 2016, 05:54 PM)  I read all of that. Pretty cool stuff and certainly good training. Without the use of a mill, chucking up a square piece in a 3-jaw chuck looks like a challenge. |
|
|
|
| Mueller |
Jan 4 2016, 08:23 AM
Post
#25
|
|
914 Freak! Group: Members Posts: 17,146 Joined: 4-January 03 From: Antioch, CA Member No.: 87 Region Association: None |
QUOTE(Series9 @ Jan 3 2016, 07:09 PM) QUOTE(Mueller @ Jan 3 2016, 05:54 PM) I read all of that. Pretty cool stuff and certainly good training. Without the use of a mill, chucking up a square piece in a 3-jaw chuck looks like a challenge. Invest in a 4 jaw chuck, each jaw is independent so you can dial it within .0005" if you have the tools and patience. |
|
|
|
| Series9 |
Jan 4 2016, 08:36 AM
Post
#26
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Let's start with the basics.
What's the turning speed for various metals and other media? How do I set the correct tool height? |
|
|
|
| mbseto |
Jan 4 2016, 08:46 AM
Post
#27
|
|
Senior Member Group: Members Posts: 1,255 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
Get a copy of Machinery's Handbook. It's the standard text for speeds and feeds and looks impressive on your bookshelf. If you have a half-price bookstore nearby, they often have a copy.
|
|
|
|
| ChrisFoley |
Jan 4 2016, 09:21 AM
Post
#28
|
|
I am Tangerine Racing Group: Members Posts: 7,937 Joined: 29-January 03 From: Bolton, CT Member No.: 209 Region Association: None |
QUOTE(Series9 @ Jan 4 2016, 10:36 AM) Let's start with the basics. What's the turning speed for various metals and other media? How do I set the correct tool height? Speed is dependent on diameter in addition to material. Surface feet per minute (at the tool) is the basis for selecting the correct rpm. Generally, Aluminum under 1 1/2 inches can be spun at 1000 rpm or faster in most cases. Steel should be below 500 rpm for anything over 3/4 inch. Carbide tools accept higher rpm than Cobalt steel. Cobalt tools can be run a little faster than High Speed Steel. Ie., they will operate at higher temperatures without ruining the tool. Rule of thumb with steels, if the chips turn straw or amber color your at the max rpm. If they turn blue, slow the rpm down. If a high speed steel tool turns color you are going too fast and ruining the cutting edge quickly. Use a feed rate that gives a good surface appearance without taking too long to reach the other end. That will usually be around .005" per revolution, plus or minus, depending on the specific cut. Depending on the equipment and the specific tool shape, you can run at cutting depths of .010" to .050". Deeper cuts will lose some accuracy, so best to leave a small cut for the last passes. The crossfeed dial measures change in diameter, so turn the dial in 50 for a cutting depth of .025". To lubricate aluminum, add 50% kerosene to your cutting oil. You want some smoking of your cutting fluid to occur. That usually indicates a good temperature for cutting. The tool needs to be very close to the centerline, or just slightly above (< .060") in many cases. |
|
|
|
| Mueller |
Jan 4 2016, 09:44 AM
Post
#29
|
|
914 Freak! Group: Members Posts: 17,146 Joined: 4-January 03 From: Antioch, CA Member No.: 87 Region Association: None |
QUOTE(Series9 @ Jan 4 2016, 06:36 AM) Let's start with the basics. What's the turning speed for various metals and other media? How do I set the correct tool height? http://blog.cnccookbook.com/2015/02/10/tur...peeds-g-wizard/ ^I'm a fan of the GWizard above, I use it for my CNC mill once in a while. Nothing wrong with the Machinist Handbook as well, but sometimes it is nice to just punch in numbers and get a result to start off with. I'd learn with the standard dials, but if you really want to get jobs done quicker and with a little bit less chance of messing up I'd recommend a DRO (digital read out) http://www.dropros.com/ and http://www.acu-rite.com/index.html We have been using the Acu-Rites with good results when the shops don't want the extra expensive of the normally used Magnescale DRO units. |
|
|
|
| Series9 |
Jan 4 2016, 09:53 AM
Post
#30
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Thanks, Chris and Mike.
|
|
|
|
| ConeDodger |
Jan 4 2016, 10:51 AM
Post
#31
|
|
Apex killer! Group: Members Posts: 23,654 Joined: 31-December 04 From: Tahoe Area Member No.: 3,380 Region Association: Northern California |
QUOTE(Mueller @ Jan 4 2016, 10:23 AM) QUOTE(Series9 @ Jan 3 2016, 07:09 PM) QUOTE(Mueller @ Jan 3 2016, 05:54 PM) I read all of that. Pretty cool stuff and certainly good training. Without the use of a mill, chucking up a square piece in a 3-jaw chuck looks like a challenge. Invest in a 4 jaw chuck, each jaw is independent so you can dial it within .0005" if you have the tools and patience. Mike, He should make 5 lug conversion hats for front rotors... (IMG:style_emoticons/default/biggrin.gif) |
|
|
|
| toolguy |
Jan 4 2016, 11:04 AM
Post
#32
|
|
Senior Member Group: Members Posts: 1,270 Joined: 2-April 11 From: San Diego / El Cajon Member No.: 12,889 Region Association: Southern California |
You can make anything you put your mind to. . .
My Chevy V8, most from scratch. Crank took 2 weeks, cam 1 week. . both from solid round stock . the roller rockers were the hardest because I needed 16 identical. . Attached image(s) 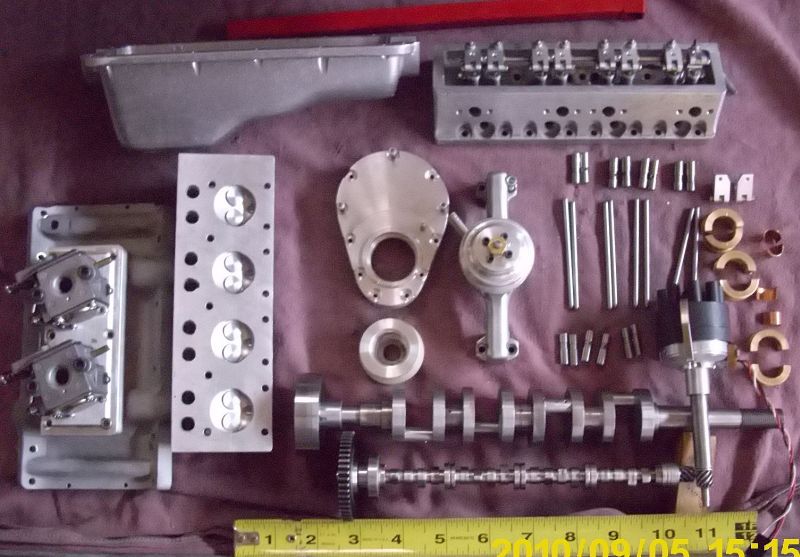
|
|
|
|
|
2 User(s) are reading this topic (2 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 7th July 2024 - 06:55 AM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.