|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| Darren C |
 Mar 6 2016, 03:01 PM Mar 6 2016, 03:01 PM
Post
#193
|
|
Member  Group: Members Posts: 392 Joined: 26-December 14 From: Chichester UK Member No.: 18,255 Region Association: England |
Joe,
You have 2 options here. Face off the bar stock. Machine the "hub" profile on front face. Machine large diameter and cut cable groove. Here's where you choose option 1 or 2 Option 1 Using parting tool cut reverse of pulley down the the Largest diameter of hub profile. Second run with parting tool closer to the chuck (and to the overall width of the pulley at the hub and to the smaller size of pulley hub bevel NOT hole size) Grind a thin tool for hub bevel, fit down double width parting slot and cut Hub profile on reverse of pulley nearest chuck. Now drill hole through centre (left until near the end to retain strength). Finally part off to over all width. Option 2 Buy some reverse jaws for your chuck (IMG:http://www.914world.com/bbs2/uploads_offsite/i265.photobucket.com-18255-1457298117.1.jpg) Part pulley off fully extra wide, flip and cut hub profile in reverse jaw chuck. Hope that makes sense? |
   |

 
|
| Mikey914 |
Mar 6 2016, 04:58 PM
Post
#194
|
|
The rubber man Group: Members Posts: 12,716 Joined: 27-December 04 From: Hillsboro, OR Member No.: 3,348 Region Association: None |
QUOTE(Series9 @ Mar 6 2016, 06:21 AM)  QUOTE(Mikey914 @ Mar 6 2016, 03:47 AM) You have the right idea, we did leave off the grove detail on the delrin ones as it's not necessary, and would require a second operation to add to the back side. We finish off the back side on the part off. So, is that a parting tool that contains the profile? Yes, and it's possible to and the detail on the bacside, but you waste more material handling have more machine time per unit. |
|
|
|
| Series9 |
Mar 6 2016, 08:02 PM
Post
#195
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(Mikey914 @ Mar 6 2016, 05:58 PM) QUOTE(Series9 @ Mar 6 2016, 06:21 AM) QUOTE(Mikey914 @ Mar 6 2016, 03:47 AM) You have the right idea, we did leave off the grove detail on the delrin ones as it's not necessary, and would require a second operation to add to the back side. We finish off the back side on the part off. So, is that a parting tool that contains the profile? Yes, and it's possible to and the detail on the bacside, but you waste more material handling have more machine time per unit. I have no intention to compete on this part, so for my education as a machinist, may I see a picture of the parting tool that you use to accomplish that in one pass? Please. (IMG:style_emoticons/default/beerchug.gif) |
|
|
|
| Series9 |
Mar 6 2016, 08:21 PM
Post
#196
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(Darren C @ Mar 6 2016, 04:01 PM) Option 2 Buy some reverse jaws for your chuck I infer from this that the lands on the jaws on the chuck should be perfectly perpendicular to the X axis (or turning axis). I assumed this at first, but have found this assumption to not be true (no pun intended). That assumption ruined that brake rotor I first turned last month. I actually faced the outside of the jaws on my chuck in an attempt to be able to simply chuck a piece up square with the jaws. I haven't had any real success in that respect. |
|
|
|
| mbseto |
Mar 6 2016, 09:10 PM
Post
#197
|
|
Senior Member Group: Members Posts: 1,257 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
Hey if you're still looking for projects to make, I have a 4" telescope objective lens with a fine thread. Need to thread a tube for it, or at least a short section I can weld on to the end of a tube. If you're game for something like that, I'll come up with exact measurements.
|
|
|
|
| Darren C |
Mar 7 2016, 02:12 AM
Post
#198
|
|
Member Group: Members Posts: 392 Joined: 26-December 14 From: Chichester UK Member No.: 18,255 Region Association: England |
QUOTE(Series9 @ Mar 7 2016, 02:21 AM) I actually faced the outside of the jaws on my chuck in an attempt to be able to simply chuck a piece up square with the jaws. I haven't had any real success in that respect. Jeeez Joe...That's a bit harsh!!! Standard orientation chuck jaws can clamp around the metal bar in the most conventional way; but also open outwards to clamp inside large tube. (subject to it being a short length of tube or supported in a lathe steady. or have a rotating centre at the other end) With a reverse jaw set you can clamp around the outside of larger diameters (that conventional jaws wont open up far enough to hold) or where the metal doesn't need to pass through the eye of the chuck. The beauty of the reverse jaws is that you use the shoulder "step or land" of the jaw to push up against and get the "job" flush and square. (Ideal with your pulley example where its too thin once parted off to clamp and get it running true without great effort to machine the reverse side) I'm not sure what condition your chuck is in but you should NEVER need to turn down chuck jaws! Besides, good quality jaws are hardened steel and at best you'll ruin your lathe tool. What you need is a good 4 jaw chuck with conventional jaws and a good 3 jaw with conventional and reverse jaw set and you should be able to turn most things. Anything big, you need a bigger lathe and faceplates which is completely different territory that you aren't ready for just yet and to be fair I doubt you'll ever need in a garage. |
|
|
|
| Series9 |
Mar 7 2016, 08:05 AM
Post
#199
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(mbseto @ Mar 6 2016, 10:10 PM) Hey if you're still looking for projects to make, I have a 4" telescope objective lens with a fine thread. Need to thread a tube for it, or at least a short section I can weld on to the end of a tube. If you're game for something like that, I'll come up with exact measurements. I am not up to threading yet. |
|
|
|
| Series9 |
Dec 29 2016, 02:26 PM
Post
#200
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Lathe update: I still have ten fingers!
I'm still not up to threading, but I do get much more reliable results these days. Here's a little thing I did today that saved me at least five days of waiting. I'm working on making a fuel injector kit for Vanagons where I'm going to use EV6 injectors and CB fuel rails. Well, good fittings to go in the rails are hard to find here, so I went to Lowe's and got four crappy barb fittings and then "fixed them". (IMG:style_emoticons/default/smile.gif) Attached thumbnail(s) 
|
|
|
|
| Darren C |
Dec 30 2016, 06:44 AM
Post
#201
|
|
Member Group: Members Posts: 392 Joined: 26-December 14 From: Chichester UK Member No.: 18,255 Region Association: England |
Nice work Joe.
Glad to hear you still have 10 fingers! |
|
|
|
| 914forme |
Dec 30 2016, 08:44 AM
Post
#202
|
|
Times a wastin', get wrenchin'! Group: Members Posts: 3,896 Joined: 24-July 04 From: Dayton, Ohio Member No.: 2,388 Region Association: None |
Very nice, love it when people come up with a good solution to their problems.
"What you need is a good 4 jaw chuck with conventional jaws and a good 3 jaw with conventional and reverse jaw set and you should be able to turn most things." (IMG:style_emoticons/default/agree.gif) I have purchased three of them, as the previous owner of my lathe broke the jaw teeth over tightening them I presume. I would add to the list a 4 jaw self-centered for precision boring, and a 4 jaw independent for off center boring and turning operations. |
|
|
|
| Mueller |
Dec 30 2016, 09:40 AM
Post
#203
|
|
914 Freak! Group: Members Posts: 17,150 Joined: 4-January 03 From: Antioch, CA Member No.: 87 Region Association: None |
QUOTE(914forme @ Dec 30 2016, 06:44 AM) Very nice, love it when people come up with a good solution to their problems. "What you need is a good 4 jaw chuck with conventional jaws and a good 3 jaw with conventional and reverse jaw set and you should be able to turn most things." (IMG:style_emoticons/default/agree.gif) I have purchased three of them, as the previous owner of my lathe broke the jaw teeth over tightening them I presume. I would add to the list a 4 jaw self-centered for precision boring, and a 4 jaw independent for off center boring and turning operations. 6 jaw are nice if you do any tubing, invest in some soft jaws that you can machine/modify. Not sure if i mentioned it, but never be tempted to mount a chuck into another chuck! |
|
|
|
| Series9 |
Dec 31 2016, 08:54 AM
Post
#204
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
The Aloris tool post has made a big difference in the quality of stuff I'm able to pull off. It's so much more rigid that it's making me look better than I am.
(IMG:style_emoticons/default/smile.gif) |
|
|
|
| Mueller |
Jan 14 2017, 12:36 AM
Post
#205
|
|
914 Freak! Group: Members Posts: 17,150 Joined: 4-January 03 From: Antioch, CA Member No.: 87 Region Association: None |
I missed having a lathe and don't have the space for a new one, so I comprimised and got this, still need to buy a servo motor and drive for it. It mounts on the table of my CNC mill.
It will go up to 3000rpm, will do indexing (bolt pattern or flats for a hex or timing marks in a flywheel with assistance of a disc brake that is built in) , it will also allow me to machine items like small model camshafts and crankshafts. 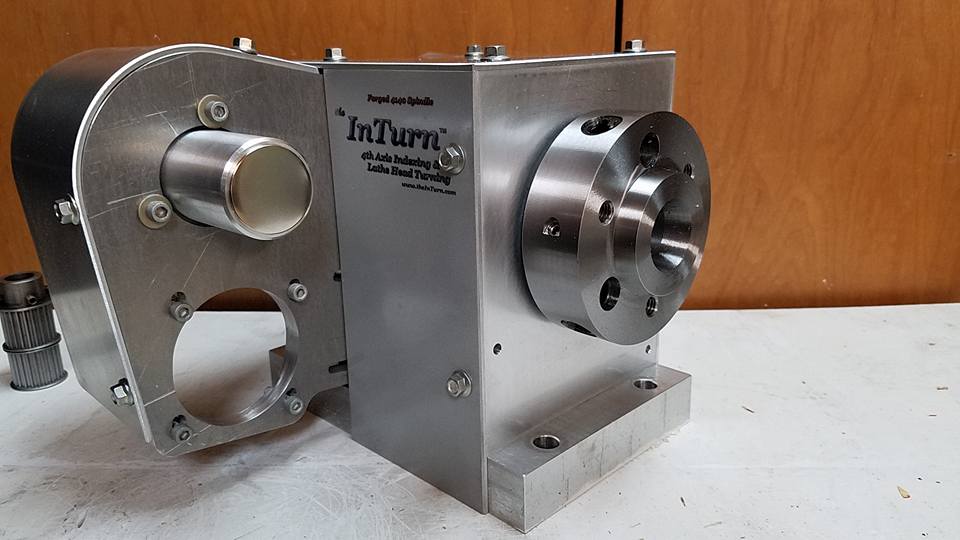 |
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 5th October 2024 - 10:22 PM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.