|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| Series9 |
 Jan 15 2016, 08:20 AM Jan 15 2016, 08:20 AM
Post
#81
|
|
Lesbians taste like chicken.  Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(r_towle @ Jan 14 2016, 08:18 PM)  You should make a clock out of the rotor and hang it over the lathe......just cause You're right. I'll do something like that. |
   |

 
|
| Series9 |
Jan 24 2016, 06:20 PM
Post
#82
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
I have my first revenue project.
I'll be modifying 914 axles for 944 CVs. That should be a good one, because .001 precision isn't critical. Updates will follow. (IMG:style_emoticons/default/beerchug.gif) |
|
|
|
| r_towle |
Jan 24 2016, 06:21 PM
Post
#83
|
|
Custom Member Group: Members Posts: 24,598 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Oh no....
|
|
|
|
| veekry9 |
Jan 24 2016, 06:27 PM
Post
#84
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
|
|
|
|
| mskala |
Jan 28 2016, 07:23 PM
Post
#85
|
|
R Group: Members Posts: 1,925 Joined: 2-January 03 From: Massachusetts Member No.: 79 Region Association: None |
|
|
|
|
| Series9 |
Jan 28 2016, 07:53 PM
Post
#86
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Observations from the mind of a beginner on the lathe:
Not having quick-change tools with adjustable height is complete bullshit. That will be corrected shortly. The "simple" task of chucking a lug nut is not simple at all. It's almost impossible to get them to spin true. I have discovered this is because the bolt head and the threaded shaft are not necessarily manufactured on the same axis. This makes the "easy" task of turning a flat shoulder out of the conical seat very difficult if you want it to be perpendicular to the axis of the threading. With the (?) tooling I found with the lathe, I can face steel at about 1mm per pass at 260 rpm. If you get greedy or impatient and go for 1.5mm per pass, you will be looking for another tool. I ruined a parting tool, so I need more information on its correct use. Once I ruin the tip on a parting blade, how do I fix/sharpen it again? Can I? On a positive note, I was able to put that brake rotor I ruined back on the machine. I got the wheel face turning within .001" and was then able to make the braking surfaces do the same. On my previous effort, I had managed to turn the outer face to a runout of .006" and the inner face to .01". Ouch. (IMG:style_emoticons/default/laugh.gif) Attached thumbnail(s) 
|
|
|
|
| r_towle |
Jan 28 2016, 08:20 PM
Post
#87
|
|
Custom Member Group: Members Posts: 24,598 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Nice clock
|
|
|
|
| Series9 |
Jan 29 2016, 08:06 AM
Post
#88
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
I don't want to pay the price, but it looks like I'll be buying an Aloris BXA tool post and holders. I found a set for around $650, but I'm still shopping for used. Chinese sets can be had for less than half that, but I think I'll eventually replace my Chinese lathe with a good one, so I might as well start assembling good tooling. |
|
|
|
| toolguy |
Jan 29 2016, 09:39 AM
Post
#89
|
|
Senior Member Group: Members Posts: 1,270 Joined: 2-April 11 From: San Diego / El Cajon Member No.: 12,889 Region Association: Southern California |
Look at KDK style first. . much better and a lot easier to use. . there use to
be a seller that had Tiawan copies which are just as good. . holders are about $20 each. . It's the toolpost that is expensive. . Get the 100 size This is an excellent deal. . full set with 8 holders $350 buy it now http://www.ebay.com/itm/Lathe-KDK-100-Quic...VUAAOSwHQ9WZ2KZ |
|
|
|
| jd74914 |
Jan 29 2016, 10:03 AM
Post
#90
|
|
Its alive Group: Members Posts: 4,782 Joined: 16-February 04 From: CT Member No.: 1,659 Region Association: North East States |
QUOTE(toolguy @ Jan 29 2016, 10:39 AM) Look at KDK style first. Those are so cool without the big bar on top to get in the way. Never seen one around here though; maybe it's a west coast thing? |
|
|
|
| Series9 |
Jan 29 2016, 10:28 AM
Post
#91
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(toolguy @ Jan 29 2016, 10:39 AM) Look at KDK style first. . much better and a lot easier to use. . there use to be a seller that had Tiawan copies which are just as good. . holders are about $20 each. . It's the toolpost that is expensive. . Get the 100 size This is an excellent deal. . full set with 8 holders $350 buy it now http://www.ebay.com/itm/Lathe-KDK-100-Quic...VUAAOSwHQ9WZ2KZ Where is the height adjustment on those? |
|
|
|
| ChrisFoley |
Jan 29 2016, 10:53 AM
Post
#92
|
|
I am Tangerine Racing Group: Members Posts: 7,937 Joined: 29-January 03 From: Bolton, CT Member No.: 209 Region Association: None |
I use Aloris BX series. They have sales on a regular basis.
I use their .087 wide carbide parting tool inserts (with someone else's holder I think). |
 |
|
| toolguy |
Jan 29 2016, 11:32 AM
Post
#93
|
|
Senior Member Group: Members Posts: 1,270 Joined: 2-April 11 From: San Diego / El Cajon Member No.: 12,889 Region Association: Southern California |
Where is the height adjustment on those?
There are allen set screw in the top and bottom. . these can be turned over so 2 cutters can be set up in 1 holder. .each side with different heights Yes, these are primarily a West Coast thing. . all the areospace industries of the 90's used them. . can't understand why they never caught on in the East. . |
|
|
|
| nathansnathan |
Jan 29 2016, 05:57 PM
Post
#94
|
|
Senior Member Group: Members Posts: 1,052 Joined: 31-May 10 From: Laguna Beach, CA Member No.: 11,782 Region Association: None |
I like to use what's called a "dial test indicator" for setting up stuff on a lathe.... different than a "dial indicator". The feeler nub has less range of motion but it springs back to position on its own.
About the issue with the lugs having multiple axis for the heads/threads, you can use a 4 jaw independent chuck, vs the universal 3 jaw. They take longer to set up but more accurate. The test indicator becomes very handy with an independent chuck. (IMG:http://www.914world.com/bbs2/uploads_offsite/www.longislandindicator.com-11782-1454111858.1.jpeg) (IMG:http://www.914world.com/bbs2/uploads_offsite/www.mini-lathe.org.uk-11782-1454111859.2.jpg) |
|
|
|
| r_towle |
Feb 8 2016, 05:18 PM
Post
#95
|
|
Custom Member Group: Members Posts: 24,598 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
How can you inform your neighbors that it's noon each day, and practice on the lathe....and impress all your friends.
https://m.youtube.com/watch?v=YH4ereLJWtY |
|
|
|
| veekry9 |
Feb 8 2016, 06:46 PM
Post
#96
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
https://www.google.ca/search?q=lathe+tool+h...Ib7EMPqcWc9M%3A
Quick height setting. BTW,buy a few sets of feeler gauges as shimpacks,under the tool,handy,< 20$. (edit:2/09/16) A boxfull of shims,cut from shipping strappings,burr-less and flat.<5$ How we set our tool IC,circa 1971,1967-VDF Boehringer.Optical Microscope. https://www.google.ca/webhp?sourceid=chrome...=VDF+Boehringer 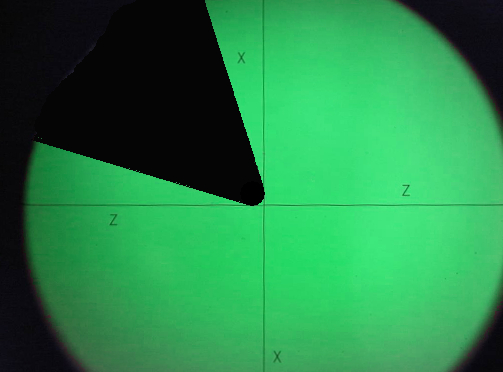 Most of all these are all solved techniques,doing it for like,forever. https://www.google.ca/search?q=wartime+wome...OF9vsdonD5SM%3A (edit:2/23/16) https://www.google.ca/search?q=carbide+inse...Nqs2bbXrH_-M%3A The nose radius of the tool in the picture is not the IC of the tool. The nose radius is a variable to which compensation is applied on manual,nc and cnc machines,when radii or slopes are machined. In general,a nose radius imparts it's form to shoulder intersections when using manual machines. For a larger shoulder radii with a smaller nosed tool,'stair-step' the large rad using trigonometry calculations of gradually finer resolutions. / |
|
|
|
| mbseto |
Feb 9 2016, 10:45 AM
Post
#97
|
|
Senior Member Group: Members Posts: 1,255 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
QUOTE(Series9 @ Jan 28 2016, 08:53 PM) I ruined a parting tool, so I need more information on its correct use. Once I ruin the tip on a parting blade, how do I fix/sharpen it again? Can I? When I had access to a shop, it seemed like a grinder was pretty much a lathe accessory. We had a stock of blanks and old cutters and the experts could grind new tools or just grind new edges onto old tools with the right relief angles just by eye. I used a template. I think guys doing high quality work were always touching up the edges. IIRC, we frequently dipped the tools in a can of water as we were grinding to keep from losing the temper on the edge. |
|
|
|
| veekry9 |
Feb 9 2016, 10:38 PM
Post
#98
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
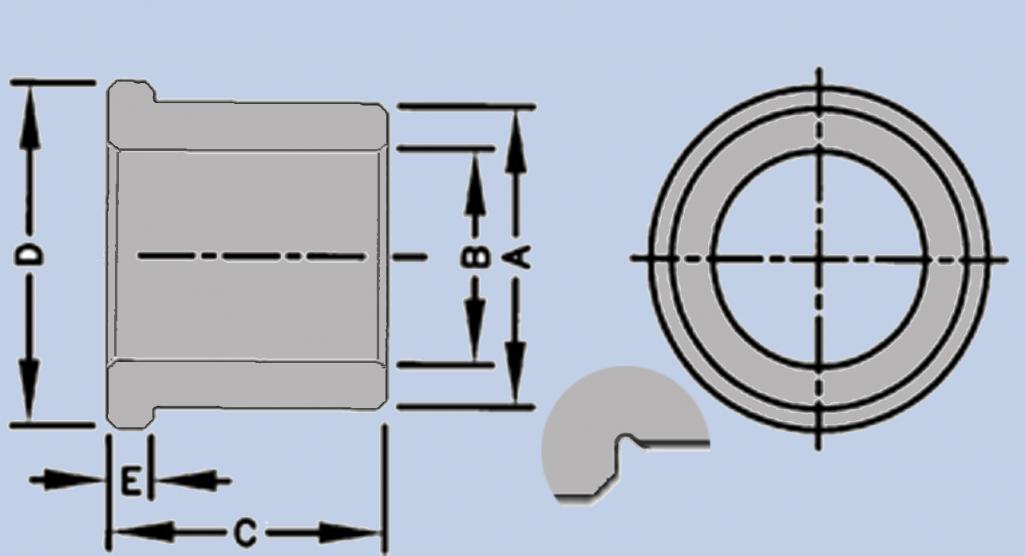 Making your own bushings is a handy skill. Turning(cryogenically) dry-ice or nitrogen frozen rubbers and plastics calls for hss tool grinding and diamond honing. Form tool geometry for those materials and some light metals requires high positive rake. A carbide ball tool in a die grinder can create a groove in the top surface of the hss shank,a kind of 'moat'. The relief flank is then ground to give a .005/.007" wide top face and positive chip rake. 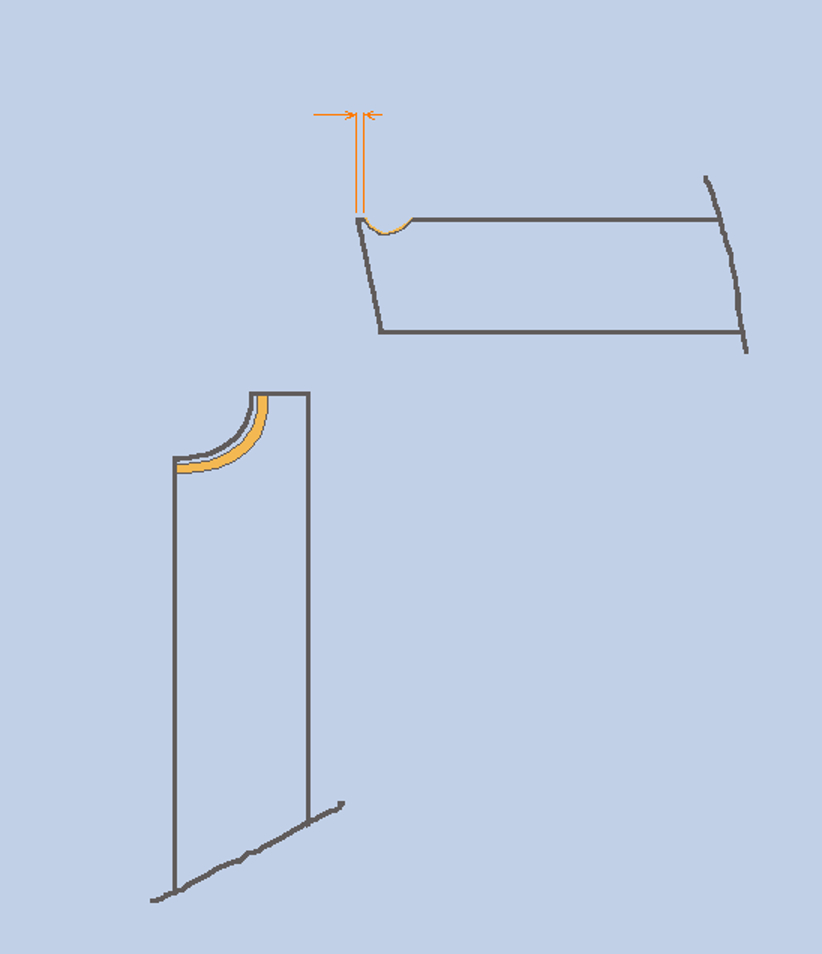 With some practice and a toolmaker's microscope,a <16rms finish can be achieved. https://www.google.ca/search?q=shadowgraph+...Rz1AvcQ_AUIBigB http://www.graphalloy.com/html/type_317.html / (edit:2/23/16) Generally,the use of old tech is cheap in terms of tooling costs,high in labour for the grinding of tungsten and cobalt HSS,or B-CARs. The first error with either tool type will destroy the tool and or part,forcing a restart from the beginning. A brand new indexable insert tool holder will allow some leeway for miscalculated feeds and speeds. Know what you are doing before the tool touches the part. https://www.google.ca/search?q=hand+grindin...BxuxkzkYIx6M%3A / |
|
|
|
| r_towle |
Feb 9 2016, 11:08 PM
Post
#99
|
|
Custom Member Group: Members Posts: 24,598 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Seriously
Attached image(s) 
|
|
|
|
| veekry9 |
Feb 10 2016, 12:02 AM
Post
#100
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
 Thread rolling for fun. https://www.google.ca/search?q=thread+rolli...I0PmuZ6LetkM%3A Thread turning on a lathe: https://www.google.ca/webhp?sourceid=chrome...urning+on+lathe Pitch diameter,metric,thread series,3-wire measurements and calculation of fits. https://www.google.ca/webhp?sourceid=chrome...d+specification 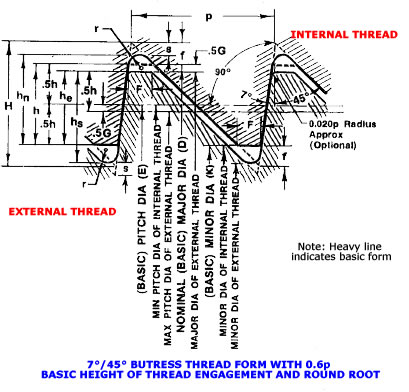 Need to know. https://www.google.ca/webhp?sourceid=chrome...d+specification / |
|
|
|
|
9 User(s) are reading this topic (9 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 24th June 2024 - 06:29 AM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.