|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| toolguy |
 Jan 29 2016, 11:32 AM Jan 29 2016, 11:32 AM
Post
#93
|
|
Senior Member  Group: Members Posts: 1,270 Joined: 2-April 11 From: San Diego / El Cajon Member No.: 12,889 Region Association: Southern California |
Where is the height adjustment on those?
There are allen set screw in the top and bottom. . these can be turned over so 2 cutters can be set up in 1 holder. .each side with different heights Yes, these are primarily a West Coast thing. . all the areospace industries of the 90's used them. . can't understand why they never caught on in the East. . |
   |

 
|
| nathansnathan |
Jan 29 2016, 05:57 PM
Post
#94
|
|
Senior Member Group: Members Posts: 1,052 Joined: 31-May 10 From: Laguna Beach, CA Member No.: 11,782 Region Association: None |
I like to use what's called a "dial test indicator" for setting up stuff on a lathe.... different than a "dial indicator". The feeler nub has less range of motion but it springs back to position on its own.
About the issue with the lugs having multiple axis for the heads/threads, you can use a 4 jaw independent chuck, vs the universal 3 jaw. They take longer to set up but more accurate. The test indicator becomes very handy with an independent chuck. (IMG:http://www.914world.com/bbs2/uploads_offsite/www.longislandindicator.com-11782-1454111858.1.jpeg) (IMG:http://www.914world.com/bbs2/uploads_offsite/www.mini-lathe.org.uk-11782-1454111859.2.jpg) |
|
|
|
| r_towle |
Feb 8 2016, 05:18 PM
Post
#95
|
|
Custom Member Group: Members Posts: 24,599 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
How can you inform your neighbors that it's noon each day, and practice on the lathe....and impress all your friends.
https://m.youtube.com/watch?v=YH4ereLJWtY |
|
|
|
| veekry9 |
Feb 8 2016, 06:46 PM
Post
#96
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
https://www.google.ca/search?q=lathe+tool+h...Ib7EMPqcWc9M%3A
Quick height setting. BTW,buy a few sets of feeler gauges as shimpacks,under the tool,handy,< 20$. (edit:2/09/16) A boxfull of shims,cut from shipping strappings,burr-less and flat.<5$ How we set our tool IC,circa 1971,1967-VDF Boehringer.Optical Microscope. https://www.google.ca/webhp?sourceid=chrome...=VDF+Boehringer 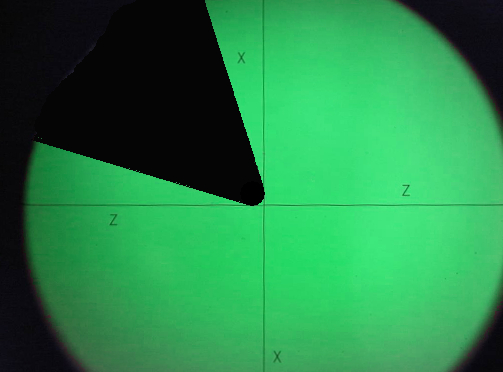 Most of all these are all solved techniques,doing it for like,forever. https://www.google.ca/search?q=wartime+wome...OF9vsdonD5SM%3A (edit:2/23/16) https://www.google.ca/search?q=carbide+inse...Nqs2bbXrH_-M%3A The nose radius of the tool in the picture is not the IC of the tool. The nose radius is a variable to which compensation is applied on manual,nc and cnc machines,when radii or slopes are machined. In general,a nose radius imparts it's form to shoulder intersections when using manual machines. For a larger shoulder radii with a smaller nosed tool,'stair-step' the large rad using trigonometry calculations of gradually finer resolutions. / |
|
|
|
| mbseto |
Feb 9 2016, 10:45 AM
Post
#97
|
|
Senior Member Group: Members Posts: 1,255 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
QUOTE(Series9 @ Jan 28 2016, 08:53 PM)  I ruined a parting tool, so I need more information on its correct use. Once I ruin the tip on a parting blade, how do I fix/sharpen it again? Can I? When I had access to a shop, it seemed like a grinder was pretty much a lathe accessory. We had a stock of blanks and old cutters and the experts could grind new tools or just grind new edges onto old tools with the right relief angles just by eye. I used a template. I think guys doing high quality work were always touching up the edges. IIRC, we frequently dipped the tools in a can of water as we were grinding to keep from losing the temper on the edge. |
|
|
|
| veekry9 |
Feb 9 2016, 10:38 PM
Post
#98
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
 Making your own bushings is a handy skill. Turning(cryogenically) dry-ice or nitrogen frozen rubbers and plastics calls for hss tool grinding and diamond honing. Form tool geometry for those materials and some light metals requires high positive rake. A carbide ball tool in a die grinder can create a groove in the top surface of the hss shank,a kind of 'moat'. The relief flank is then ground to give a .005/.007" wide top face and positive chip rake.  With some practice and a toolmaker's microscope,a <16rms finish can be achieved. https://www.google.ca/search?q=shadowgraph+...Rz1AvcQ_AUIBigB http://www.graphalloy.com/html/type_317.html / (edit:2/23/16) Generally,the use of old tech is cheap in terms of tooling costs,high in labour for the grinding of tungsten and cobalt HSS,or B-CARs. The first error with either tool type will destroy the tool and or part,forcing a restart from the beginning. A brand new indexable insert tool holder will allow some leeway for miscalculated feeds and speeds. Know what you are doing before the tool touches the part. https://www.google.ca/search?q=hand+grindin...BxuxkzkYIx6M%3A / |
|
|
|
| r_towle |
Feb 9 2016, 11:08 PM
Post
#99
|
|
Custom Member Group: Members Posts: 24,599 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Seriously
Attached image(s) 
|
|
|
|
| veekry9 |
Feb 10 2016, 12:02 AM
Post
#100
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
 Thread rolling for fun. https://www.google.ca/search?q=thread+rolli...I0PmuZ6LetkM%3A Thread turning on a lathe: https://www.google.ca/webhp?sourceid=chrome...urning+on+lathe Pitch diameter,metric,thread series,3-wire measurements and calculation of fits. https://www.google.ca/webhp?sourceid=chrome...d+specification 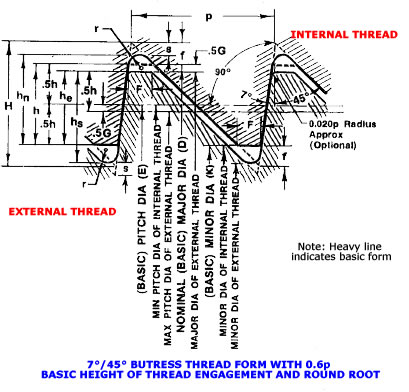 Need to know. https://www.google.ca/webhp?sourceid=chrome...d+specification / |
|
|
|
| porschetub |
Feb 10 2016, 12:36 AM
Post
#101
|
|
Advanced Member Group: Members Posts: 4,711 Joined: 25-July 15 From: New Zealand Member No.: 18,995 Region Association: None |
[quote name='Mueller' post='2285347' date='Jan 5 2016, 09:23 AM']
[quote name='Series9' post='2285343' date='Jan 4 2016, 12:14 PM'] [quote name='veekry9' post='2285327' date='Jan 4 2016, 02:19 PM'] The machine you have for cheap must be supported by the acquiring of tools of telemetry,500$ basically to start. Electric drills and saws may be your experience to date,and if so,a period of training is needed,because it's the right thing to do. (IMG:style_emoticons/default/smile.gif) [/quote] So funny but not ,the same thing happened in our machine shop the apprentice started the lathe with 3 jaw chuck key in and the guy next door wore it in the nose,blood everywhere...he had a few days off to recover. Seen some nasty accidents with hot swarf (turnings) sticking to faces or people clearing swarf and receiving nasty cuts to the bone,this stuff can be very hot and super sharp. Enjoy your lathe ,there is so much you can do with them,but safety is foremost |
|
|
|
| veekry9 |
Feb 10 2016, 12:57 AM
Post
#102
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
Well,a trick to the key is:
Every time you engage the spindle, "Say Key Please" rhymes with "say cheese please". Getting a chuck key in the eye is a harsh first lesson. Danger will robinson,Danger. |
|
|
|
| Series9 |
Feb 10 2016, 07:48 AM
Post
#103
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(veekry9 @ Feb 10 2016, 01:57 AM) Well,a trick to the key is: Every time you engage the spindle, "Say Key Please" rhymes with "say cheese please". Getting a chuck key in the eye is a harsh first lesson. Danger will robinson,Danger. There's something I can use. I don't respond to 90% of your posts because most are so far beyond my current skill level that I just say (IMG:style_emoticons/default/WTF.gif) I have walked up to the lathe and witnessed the key in the chuck and then thought about the consequences. (IMG:style_emoticons/default/hide.gif) |
|
|
|
| veekry9 |
Feb 10 2016, 08:13 AM
Post
#104
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
 Try this,turn your crossfeed handle into the tailstock or chuck(off). Be certain neither of those immovable objects move. Use medium pressure. With a felt pen ,mark the dial at 0. Gently,turn out until you get movement indicated. Read off the difference,that is your backlash clearance on the crossfeed acme screw. 0.005" is like new,0.030" is buggered,the crossfeed saddle must be linear in movement to .0005". Don't worry,it,the aluminum-bronze threaded crossfeed nut may be replaced or repaired. https://en.wikipedia.org/wiki/Trapezoidal_thread_forms Fun isn't it? |
|
|
|
| jd74914 |
Feb 10 2016, 08:18 AM
Post
#105
|
|
Its alive Group: Members Posts: 4,782 Joined: 16-February 04 From: CT Member No.: 1,659 Region Association: North East States |
They actually make self-ejecting keys; the machine shops at school have them to keep kids from throwing keys. They are the most frustrating things in the world when you're trying to delicately clamp something though. (IMG:style_emoticons/default/laugh.gif)
http://www.ebay.com/itm/like/181249515436?...=ps&lpid=82 |
|
|
|
| veekry9 |
Feb 10 2016, 08:35 AM
Post
#106
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
See?
Someone is always coming up with a better mousetrap. Not once did the idea come to mind,because we always remove it before turning. An idiot proof chuck key would be a hot seller. Kudos. |
|
|
|
| nathansnathan |
Feb 10 2016, 08:47 AM
Post
#107
|
|
Senior Member Group: Members Posts: 1,052 Joined: 31-May 10 From: Laguna Beach, CA Member No.: 11,782 Region Association: None |
When I first got my South Bend, it was a whole new experience for me as I'd only used production lathes with carbide insert quick change tooling and cnc controls - it's very different with a home lathe using hss bits that can be sharpened. I often use the 4 way switching tool holder seen below. Sometimes the old school tool holders can be more versatile, but I can only use 1/4" bits that way, where the 4 way can handle 3/8" bits.
The most important aspect to forming bits is the end clearance angle. If there is not enough, the tool will ride on the part, bit gets hot and dulls quick. Too much angle and you also have a bit that will dull prematurely. (IMG:http://www.914world.com/bbs2/uploads_offsite/www.metalartspress.com-11782-1455115662.1.gif) It's helpful to get preformed bits if you're just starting out. It gives you something to go by, just grind the same shape further down the bit. http://www.mcmaster.com/#lathe-bits/=112bdwg Parting is the hardest operation. The trick is flood coolant. My 1931 south bend. (IMG:http://www.914world.com/bbs2/uploads_offsite/www.914club.com-11782-1291419672.10.jpg) |
|
|
|
| veekry9 |
Feb 10 2016, 09:12 AM
Post
#108
|
|
OldMember Group: Retired Members Posts: 3,068 Joined: 17-June 13 From: TO Member No.: 16,025 Region Association: Canada |
Nice condition.
(IMG:style_emoticons/default/smile.gif) |
|
|
|
| Series9 |
Feb 11 2016, 09:00 AM
Post
#109
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
QUOTE(veekry9 @ Feb 10 2016, 09:13 AM) Try this,turn your crossfeed handle into the tailstock or chuck(off). Be certain neither of those immovable objects move. Use medium pressure. With a felt pen ,mark the dial at 0. Gently,turn out until you get movement indicated. Read off the difference,that is your backlash clearance on the crossfeed acme screw. 0.005" is like new,0.030" is buggered,the crossfeed saddle must be linear in movement to .0005". Don't worry,it,the aluminum-bronze threaded crossfeed nut may be replaced or repaired. https://en.wikipedia.org/wiki/Trapezoidal_thread_forms Fun isn't it? I tried this a few times. I would say mine has about .010" or so. |
|
|
|
| mbseto |
Feb 11 2016, 09:29 AM
Post
#110
|
|
Senior Member Group: Members Posts: 1,255 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
QUOTE(jd74914 @ Feb 10 2016, 09:18 AM) They actually make self-ejecting keys; the machine shops at school have them to keep kids from throwing keys. They are the most frustrating things in the world when you're trying to delicately clamp something though. (IMG:style_emoticons/default/laugh.gif) My drill press came with one of these. It made my brain itch. After much thought I took it apart and removed the spring for this reason: I don't ever want to be in someone else's shop without a strongly ingrained habit of removing the chuck key. |
|
|
|
| Series9 |
Feb 17 2016, 03:52 PM
Post
#111
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
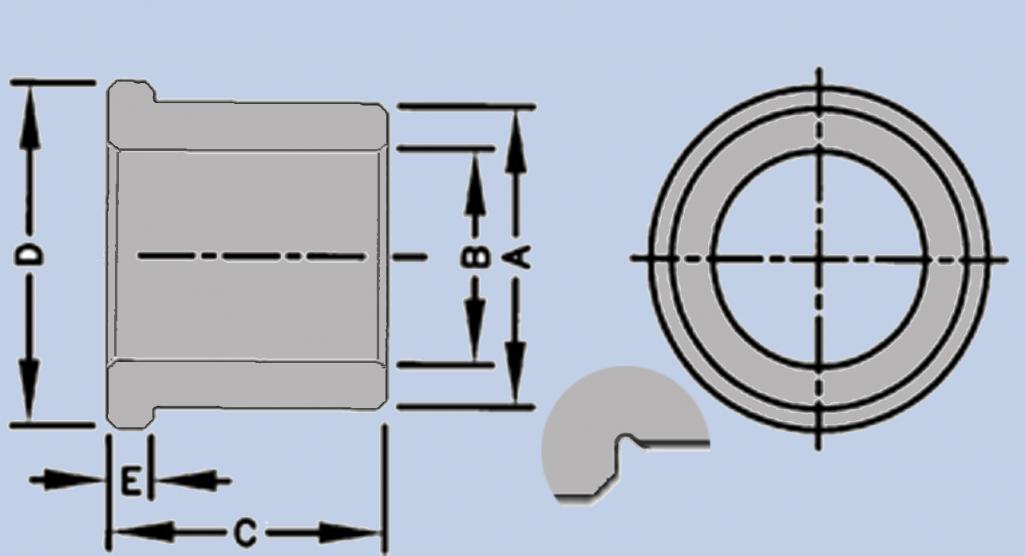
Here it is! My first part to go into service. It's a custom hub spacer for a T34 swing-axle car that has T1 rear brakes.
Yes, it took me 4.5 hours to make. What did I learn? Start with a piece of metal that's as close to the finished size as possible. The 1.75" OD on this started as a "free" 3" solid piece of round stock. Attached thumbnail(s) 
|
|
|
|
| Series9 |
Feb 17 2016, 03:53 PM
Post
#112
|
|
Lesbians taste like chicken. Group: Members Posts: 5,444 Joined: 22-August 04 From: DeLand, FL Member No.: 2,602 Region Association: South East States |
Installed:
Attached thumbnail(s) 
|
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 7th July 2024 - 06:51 AM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.