|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| technicalninja |
 Dec 27 2023, 05:24 PM Dec 27 2023, 05:24 PM
Post
#21
|
|
Advanced Member  Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
(IMG:style_emoticons/default/agree.gif) (IMG:style_emoticons/default/agree.gif) (IMG:style_emoticons/default/agree.gif) (IMG:style_emoticons/default/agree.gif) (IMG:style_emoticons/default/agree.gif)
SuperHawk gives good advice. I, too, use Plasti-gauge in EVERY SINGLE BUILD. I do all the mic measuring, math, the freaking hard way FIRST. I then (should!) know what my clearances are to the fourth decimal point. I'm BAD-ASSED at this... I then use the Plasti-gauge as a "quality control check". I'm backing myself up with a completely different way of taking the same measurement! If the Plasti-gauge show different than what I expected I'm a HONKED DONKEY! Complete re-check from the start to see where I made a FATAL mistake... Self-flagellate as required. One SUPER important tip regarding Plasti-gauge! As it ages it shrinks FAST. 6 months down the line it's not very accurate and it's useless at 1 year. With time it will shrink down to sewing string width... I know this from personal experience. Buy brand new Plasti-gauge only! I worry "how long has that been siitting on the parts house shelf" so I always buy from a mass retailer. Summit is my go-to for PG. It always looks new and fat... Lots of techs and machine shops have negative experience with PG and it's a bit like POR15, either you like it, or you don't. I'm betting most of the "failed when used" troubles are more self-generated than a defect in the product. It shouldn't be used alone in my book but it's a part of it all. |
   |

 
|
| cgnj |
Dec 27 2023, 06:35 PM
Post
#22
|
|
Senior Member Group: Members Posts: 665 Joined: 6-March 03 From: Medford, NJ Member No.: 403 Region Association: None |
I built my motor in around y2k. The choices were VW or Buick rod journals, VW length rods.
I find it hard to believe that you have standard size main bearing journals on your crank. A German crank would typically be the first oversize. Is it Chinese? I would be running that over to the machine shop to be measured and magnafluxed. I just paid about $100 for that service. I saw a video of the process that EMS uses to check line bore. They check with the cam in a cam installed. I assume it would be the same to check the main bearings Get you case decked. If you find someone on the East Coats without an 8 week backlog, please share. 1163/86b with duals. The springs will have to be checked for coil bind. Typically, they will have to relieve the bosses so you can fit dual springs and cut a small relief so you can get the lift without coil bind. If you have Cr moly h beam rods, 3/8 bolts may clear the cam lobes, otherwise you will be relieving the end caps and shortening the bolts. If you are running a Shadek oil pump measure the bore. It is typically undersized. CB performance pump is right in the middle of the spec. I ran my motor for a while with HEs and a Triad exhaust. You will need headers. Buy stroker pushrod tubes. I ran stock with spacers. I always had weeping. Don't buy cylinder shims till your heads are done. I used JE pistons. They stuck out of my Jugs. Plus my chamber volume was only 54cc's so it to a while to get that sorted. Balance everything. Good luck |
 |
|
| vjb206 |
Dec 28 2023, 03:52 PM
Post
#23
|
|
Newbie Group: Members Posts: 32 Joined: 23-December 19 From: New Jersey Member No.: 23,760 Region Association: North East States |
Again, really, really great advice. Thank you @technicalninja , @Superhawk996 , and @cgnj
I went to my FLAPS and picked up PG. Since I'm checking the mains I needed to thread it in between the crank and the bearings (on all but #2 obvi) but I couldn't get it to go through without breaking. Perhaps there's some trick to "par-flatten" it just enough to get it in between the mating parts, but I couldn't do it. So I called my local machinist and he said that he wouldn't take any material off the crank because it's chromoly and it'll lose some sort of protective coating. He told me to call the folks I got the parts from (AA Pistons). Then I called AA and spoke to a very helpful person on the phone and he reassured me that the STD/STD Silverlines are the right bearings for the crank in the 2270 kit. He recommended I wet-fit it and "feel" if it spun freely and/or if there were any binding spots. So.... I just did a wet fit and stopped futzing about ¯\_(ツ)_/¯ Here's the result: (IMG:http://www.914world.com/bbs2/uploads_offsite/media.giphy.com-23760-1703800335.1.gif) I mean... the darn thing spins that's for sure. I still have no idea whether I need to do anything to the crank/bearings/line bore/etc. since I don't have reliable measurements to backstop me. FWIW my machinist really doesn't want to be bothered with this job so perhaps I'll call around for someone how does? I did want to do this myself (and learn in the process), but I'm just not sure what my next step is other than to send it and hope. |
|
|
|
| technicalninja |
Dec 28 2023, 04:36 PM
Post
#24
|
|
Advanced Member Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
Google search "how to properly use Plasti-gauge.
You're doing it wrong... |
|
|
|
| technicalninja |
Dec 28 2023, 05:53 PM
Post
#25
|
|
Advanced Member Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
I have maybe a better suggestion for you right now.
Halt your build. Educate yourself. Purchase a type 4 rebuild manual. I don't know which one's best but someone else might chime in with good suggestions for "reading material". Watch ALL of Ian Karrs videos. I haven't watched them all. I don't need them nearly as much as the next guy due to my experience base but, the ones I have watched are GREAT. Very detailed in a manner that a novice can easily understand. Watch them TWICE. Subscribe to his channel! Thank him profusely if they help. I think they will... Others are going to come up with more suggestions. They may know better than me! Listen to the suggestions. PMB sells 2255 for 16K! Raby sells then for much more. The parts themselves are really not that expensive. It's the experience that is required to make those not only run but run for years/decades that is the expensive part. These cannot be assembled like a modern GM LS engine kit. You are starting out your exploration into ICE engines on an engine that is "finnicky" to build and most of the aftermarket parts require more than just simple assembly. Right now, I would advise you to become more educated in the basics before spending bucks going to Raby's class. When I decide I want to tackle an un-known to me skill I'll spend many nights searching the internet and self-educate to a point I can ask specific questions and hopefully I will have figured out which questions are important. In college, a classmate came up and said, "Boy do I like having classes with you!" As we were not close, I asked "WTF?" He said "you will ask the questions that are on everyone's mind, you will pester and make the instructor explain stuff in far greater detail. It's AWESOME!" To which I reply "I'm paying BIG money to have access to the instructor's brain. It's a bit like prostitution; I get access, they have to answer, and I lose money. You're paying too, but you don't partake..." His answer "I'd be embarrassed!" And mine "we are NEVER going to see each other again after college. I don't care what you think about me and, hopefully, you feel exactly the same." Educate yourself! Don't ever miss an opportunity for greater knowledge for appearance sake. If I am allowed to interact with Jake (IE: ask questions) during his class he's going to remember me! I wish "Vulcan mind meld" wasn't a fantasy... |
|
|
|
| Superhawk996 |
Dec 28 2023, 07:31 PM
Post
#26
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
I should have been more clear. You can only use Plastigage on the split bearing.
However, it is pretty reasonable to use that single split bearing as a proxy for the others while still being able to use it as a double check to your measurements. Here’s the problem with assuming a free spinning crank equals success, too much clearance is as bad as too little clearance. Too much clearance results in low oil pressure. Since you assembled and spun it here’s what we do know. You don’t have a zero clearance condition as your 2nd set of measurements was indicating. What to do next? I’d suggest going back and learning how to get your bore gage, micrometer measurements to agree with what Plastigage indicates on the split bearing. I’d also spend some time measuring and Plastigage’ing the connecting rods. At this point it’s just time to assemble & disassemble parts. The opportunity to learn here being the primary goal. The secondary goal is that you should eventually be confident that you know what your bearing and rod clearances are. |
|
|
|
| Superhawk996 |
Dec 28 2023, 07:47 PM
Post
#27
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
QUOTE(vjb206 @ Dec 28 2023, 05:52 PM)  So I called my local machinist and he said that he wouldn't take any material off the crank because it's chromoly and it'll lose some sort of protective coating. He told me to call the folks I got the parts from (AA Pistons). FWIW my machinist really doesn't want to be bothered with this job so perhaps I'll call around for someone how does? I did want to do this myself (and learn in the process), but I'm just not sure what my next step is other than to send it and hope. Time to find a real machinist chromoly cranks can be ground if needed. How exactly does he think it was made in the first place? If the crank needs to be heat treated and / or nitrided that’s a whole different ballgame typical of Porsche 911 crankshafts but to say it cant be done is moronic and I wouldn’t trust that guy at all. The fact that he doesn’t want to be bothered with the job of measuring - fitting doesn’t bode well for him either. I wouldn’t expect it to be done for free but that’s different than doesn’t want to be bothered. Jeesh! (IMG:style_emoticons/default/ar15.gif) |
|
|
|
| cgnj |
Dec 28 2023, 08:05 PM
Post
#28
|
|
Senior Member Group: Members Posts: 665 Joined: 6-March 03 From: Medford, NJ Member No.: 403 Region Association: None |
@vjb206
I don't know where you are getting your numbers. I attached the table from the factory manual. I used Fonse Performance in Sicklerville. It was serendipitous. Father was old school VW engine builder. Jr did all my parts. I was able to watch and see most of the operations used for my heads and rods. They did the balancing. They are still open. Here is a link Fonse Tools you still need. Deck height plate, dial indicator with magnetic stand, adjustable pushrod tube micrometer. What size rod journals are you using? If you are using 2.0 with 5/16 bolt you may not have to clear the cam lobes or the web on 4/2. Factory bearing clearance 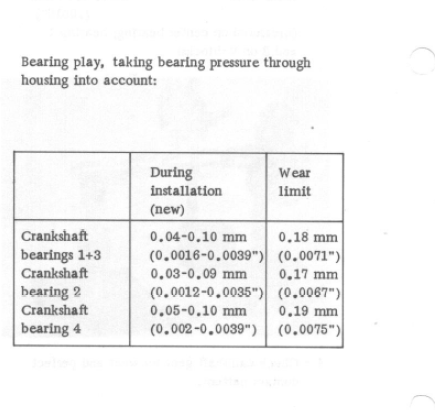 |
|
|
|
| Superhawk996 |
Dec 28 2023, 08:13 PM
Post
#29
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
Duplicate
|
|
|
|
| Superhawk996 |
Dec 28 2023, 08:15 PM
Post
#30
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
QUOTE(technicalninja @ Dec 28 2023, 07:53 PM) Purchase a type 4 rebuild manual. I don't know which one's best but someone else might chime in with good suggestions for "reading material". Tom Wilson book was / is indispensable in the pre-internet era. It was what I learned from prior to my 1st T4 rebuild way back around 1989!!  the the |
|
|
|
| Eric_Ciampa |
Dec 28 2023, 11:40 PM
Post
#31
|
|
CHAMP914 Group: Members Posts: 154 Joined: 3-April 03 From: Placerville, CA Member No.: 511 Region Association: Northern California |
First time engine builder here. Building a 2270 and I am about at the same spot. Got most of the parts. Working on oil galley plugs and sending parts off for balancing. Was reading Tom Wilson’s book and came across this section on using plastigage.
Attached image(s) 
|
|
|
|
| technicalninja |
Dec 29 2023, 01:45 AM
Post
#32
|
|
Advanced Member Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
That's the way...
Plasti-gauge can only be used on split bearings. The single piece bearings have to be measured. It's HARD to properly torque up a rod without moving it. The tiniest movement destroys the accuracy. They missed some important tips. Make your length of plasti-gauge that you're inserting in the journal slightly narrower than the bearing width. It's best to have .020" (.5mm) on either side of the strip or you will have a harder time cleaning the PG off of the bearing and the crank. The radius corners squish the piss out of plasti-gauge; try to keep it out of the corners. It is IMPORTANT to carefully remove the plasti-gauge after testing completely. I use soft rags, WD/40, alcohol, and a soft touch. The inner surface of an engine bearing is extremely soft. You can scratch it with your fingernail. Don't damage this surface when cleaning. |
|
|
|
| Superhawk996 |
Dec 29 2023, 08:23 AM
Post
#33
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
QUOTE(technicalninja @ Dec 29 2023, 03:45 AM) It's HARD to properly torque up a rod without moving it. The tiniest movement destroys the accuracy. @technicalninja Much easier if done between centers where you can alllow the rod to sit against something to prevent inadvertent rotation on the journals. In this photo, I would allow the small end to rest on the ways which have cardboard on them to prevent damage to the rod while being torqued. Unfortunately I don’t have a photo in that position but I trust you get the jist of the setup.  Not a hint of smearing  When I did my first engine I didn’t have fancy tools. Just put crank on a soft surface to protect it (cardboard, shop towel, etc.). Assemble rod horizontally, while laying against bench top, again so the rod can’t rotate. I’ve also had good luck doing it while case is mounted in engine stand, rods hanging down. Use something soft (wood dowel, cardboard, etc) to jamb the small end of the rod so it can’t rotate while torquing the fasteners. |
|
|
|
| technicalninja |
Dec 29 2023, 01:59 PM
Post
#34
|
|
Advanced Member Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
@Superhawk996
I'm guessing you're like me and by the time the PG is being used we already know what our clearances will be... Both you and I will always be able to overcome roadblocks in the technical world as we have the "gotta rip it apart" mental illness! I've had it forever. I'll have active projects in process when I die. I'd bet you are similar. And here's yet another shortcoming in the horizontally opposed engine design... All my 4/6/8 cylinder builds that are not opposed are capable at PGing all bearings main and rod together with a single crankshaft install. No blocking or limiting rotation needed on anything... This is one of the reasons I advised the OP "stop and learn" as enough "T4s do it this way/everyone else does not" exist to be critical. The T4 is not really harder than others to rebuild, just has some "non-standard" strangeness to understand. Today, with all the different oil pump diameters, I'll check my cases for proper oil pump bore/clearance as well as main and cam bores. I've NEVER done that on ANYTHING else in my life! If I have to have cases line bored, I'll request a specific oil pump bore diameter based on the oil pump I purchase. This is weird in my book... Edit: WOW! that crank is dirty for taking measurements. I hope your cleaning off each individual journal before... (IMG:style_emoticons/default/beerchug.gif) |
|
|
|
| Front yard mechanic |
Dec 29 2023, 07:02 PM
Post
#35
|
|
Senior Member Group: Members Posts: 1,317 Joined: 23-July 15 From: New Mexico Member No.: 18,984 Region Association: None |
Holy cow if Vbj listens to all this expert advice it will be 20 years before he gets to drive the thing not everyone is a premadona. I say build it fill it with oil and run the crap out of it (IMG:style_emoticons/default/confused24.gif)
|
|
|
|
| vjb206 |
Dec 29 2023, 07:26 PM
Post
#36
|
|
Newbie Group: Members Posts: 32 Joined: 23-December 19 From: New Jersey Member No.: 23,760 Region Association: North East States |
Ok we're in business and you guys are to thank. @cgnj you're right, my "spec sheet" was bunk. @Superhawk996 I ordered the Tom Wilson book - will be here in a few days.
Today I went to HF (I know, I know) to pick up a set of micrometers and a telescoping gauge set. I measured the main journals, and #1 bearing torqued in the case (all I had time for). I also plastigage'd #2 with the case torqued to spec. And I'm definitely in the ballpark. (IMG:http://www.914world.com/bbs2/uploads_offsite/media.giphy.com-23760-1703899586.1.gif) I got:
So all-in-all today's gut-check felt good. Thank you all again. Also (I'll probably catch a lot of flak from you all on this) my stroker crank wasn't clearancing the case so I ground a bit of it off so that it clears ¯\_(ツ)_/¯ (IMG:http://www.914world.com/bbs2/uploads_offsite/media.giphy.com-23760-1703899586.2.gif) I'm going to spend more time this weekend measuring the clearances on #2, #3, and #4, as well as roundness on all bearings in the torqued case with my dial bore gauge. Once the Tom Wilson book arrives, I'll have some light reading to occupy my time :-) Next step: More measuring, reading, and finding a machinist for balancing the rotating assembly! |
|
|
|
| 930cabman |
Dec 29 2023, 08:16 PM
Post
#37
|
|
Advanced Member Group: Members Posts: 4,050 Joined: 12-November 20 From: Buffalo Member No.: 24,877 Region Association: North East States |
Two comments, hoping you removed material from the case and not the crank to provide clearance and a machinist and a balancing tech are different skill sets generally not the same guy.
|
|
|
|
| Superhawk996 |
Dec 29 2023, 09:06 PM
Post
#38
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
(IMG:style_emoticons/default/smilie_pokal.gif)
Congrats - while it’s apart don’t be afraid to play with the tools - all about feel. Measure the same journal a couple times (no cheating by looking) by feel without watching the mic numbers. Write down the results. Get an idea of what your repeatability is. Seriously - so glad it’s starting to make sense and that the numbers are plausible. (IMG:style_emoticons/default/aktion035.gif) |
|
|
|
| technicalninja |
Dec 29 2023, 10:04 PM
Post
#39
|
|
Advanced Member Group: Members Posts: 2,529 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
Even today I'll make three distinct measurements for a "am I doing this right" check.
I have a set of the inexpensive snap gauges too. I found a problem with mine. As you tighten up the lock they tend to get slightly "looser" in the drag feel they produce. I barely lock them to combat this. I trust them less than my bore indicator. You might check if yours do the same. Maybe it's just a glitch in my tools. I lubed the piss out of my set. Ran them in and out. It helped a little bit, but I don't trust mine... The lasts set of numbers are decent. Keep practicing your measuring technique. Massive improvement! |
|
|
|
| Superhawk996 |
Dec 30 2023, 01:20 AM
Post
#40
|
|
914 Guru Group: Members Posts: 7,003 Joined: 25-August 18 From: Woods of N. Idaho Member No.: 22,428 Region Association: Galt's Gulch |
QUOTE(technicalninja @ Dec 29 2023, 03:59 PM) And here's yet another shortcoming in the horizontally opposed engine design... All my 4/6/8 cylinder builds that are not opposed are capable at PGing all bearings main and rod together with a single crankshaft install. agree - those inline and V engines are weird. (IMG:style_emoticons/default/av-943.gif) Today, with all the different oil pump diameters, I'll check my cases for proper oil pump bore/clearance as well as main and cam bores. I've NEVER done that on ANYTHING else in my life! If I have to have cases line bored, I'll request a specific oil pump bore diameter based on the oil pump I purchase. This is weird in my book... The oil pump OD size problem is due to using T1 parts in a T4 engine for which they were never intended. Using a T1 pump is just trading two flaws (size of pump OD & gears in single shear) for one T4 flaw (pump idler shaft migrates if engine is over heated). Personally, I’d rather address the single T4 pump flaw and pin the idler shaft. The engine shouldn’t be over heated in the 1st place but of course it can happen accidentally. Pinning the T4 idler shaft is cheap insurance. That’s my opinion and I’m sticking to it! (IMG:style_emoticons/default/shades.gif) Edit: WOW! that crank is dirty for taking measurements. I hope your cleaning off each individual journal before... good eye! You’re seeing tool and die protector on the journals. This engine hasn’t been assembled yet so it has been doused in tool and die protector to make sure it doesn’t get any corrosion. That was cleaned off before measurements were made and reapplied after clearances were documented. (IMG:style_emoticons/default/aktion035.gif) @technicalninja |
|
|
|
|
2 User(s) are reading this topic (2 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 26th April 2025 - 01:20 PM |
Invision Power Board
v9.1.4 © 2025 IPS, Inc.