|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| Jeff Hail |
 Mar 8 2008, 11:26 PM Mar 8 2008, 11:26 PM
Post
#206
|
|
Senior Member  Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
QUOTE(Wes V @ Mar 8 2008, 08:54 PM)  Thanks! That's pretty much what I thought. So, in the factory installation; the corrugated section stiffens the side wall, but isn't welded to the other side of the box. The outer (smooth) section is what welds to the other side of the box. What AA is selling isn't technically correct, in that it replaces the two piece "composite" that the factory used. Yes, Yes, Yes ....because it it easier to manufacturer in one piece. For the most the AA part will be sufficient. Most moden cars have frame rails that are made exactly the same way. (ala "crush zones") |
   |

 
|
| Jeff Hail |
Mar 9 2008, 07:58 PM
Post
#207
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Finished grinding the welds on the inside of the wheelhouse and some more epoxy primer.
Is it perfect? No there is a thin weld bead where it was sectioned and I did not want to grind it too thin. Just above where the battery tray mounts is the most noticable. I can live with that as everything else is all good steel now. Also fitted the lock pillar to the door and welded it up. These were brazed by the factory where they meet the sill and it took some time removing the old brass. A few rust pits where the pillar goes horizontal wiped clean with some media blasting. Attached image(s)  
|
|
|
|
| Jeff Hail |
Mar 16 2008, 09:41 PM
Post
#208
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Sean,
This is what you are looking for.............. These measurements were taken from an undamaged car and cross referenced to mine. The measurements on the inner ear will vary car to car due to rust, collison, console fatigue etc. Expect a 1/4 variance when you go to take measurements. Those inner ears take a beating over a lifetime. By triangulating from the hole in the firewall to both right and left ears you will not have a problem when you are ready to set the camber and toe. Using the measurements in the diagram: Taking this to another level. You can get the inner console tacked in. Then mount your control arm. Use an "All-thread" with a spherical rod end or piece of tubing where your shock mounts to the control arm, the top of the All-thread goes to the shock tower with some washers. Base the length of the All-thread on your normal ride height (sitting on the ground). Then using a camber gauge check it to see where you are before you weld everything solid. Install a wheel and tire and you can also check toe while static. Attached thumbnail(s) 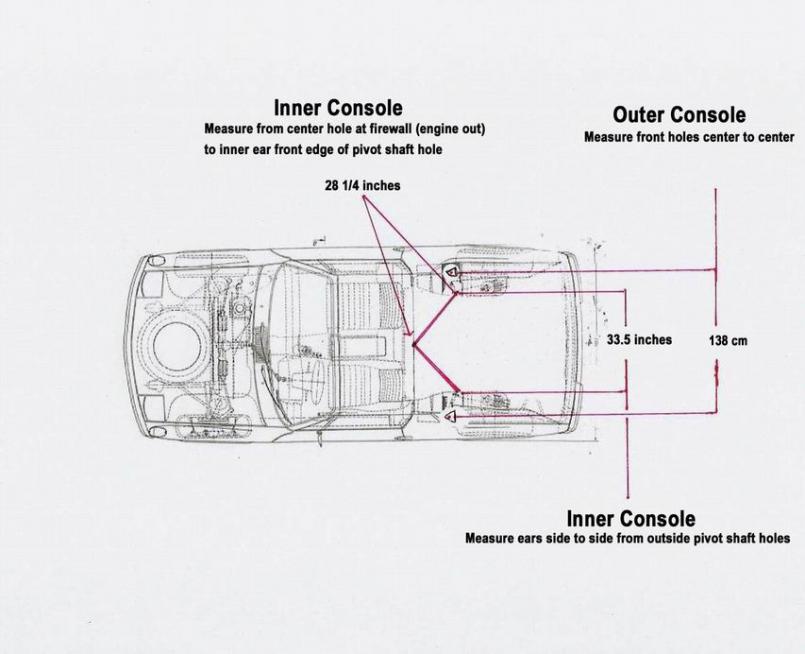 Attached image(s) 
|
|
|
|
| Gint |
Mar 17 2008, 05:55 AM
Post
#209
|
|
Mike Ginter Group: Admin Posts: 16,095 Joined: 26-December 02 From: Denver CO. Member No.: 20 Region Association: Rocky Mountains |
QUOTE(Jeff Hail @ Mar 9 2008, 07:58 PM) Is it perfect? No there is a thin weld bead where it was sectioned and I did not want to grind it too thin. Just above where the battery tray mounts is the most noticable. I can live with that as everything else is all good steel now. Beats rust... nice work. |
|
|
|
| sean_v8_914 |
Mar 17 2008, 02:38 PM
Post
#210
|
|
Chingon 601 Group: Members Posts: 4,011 Joined: 1-February 05 From: San Diego Member No.: 3,541 |
thanks Jeff. I made some door gap bars with turn buckles also. I'll go make some "shock simulators and check alignment spec with a wheel back on. Im about to weld in teh ear and Im wondering if the heat induced wil move the car. Brer and I did teh cross check body measurements per teh factory manual last night. amazingly everything is within 1/8th to 1/16th. I will be very mindfull of warping,. next is teh inner long stiffener made by ENGMAN.
I used teh #s from your yellow pad schetch posted earlier to tac in teh ear. this new dwg is super sexy. |
|
|
|
| sean_v8_914 |
Mar 17 2008, 02:40 PM
Post
#211
|
|
Chingon 601 Group: Members Posts: 4,011 Joined: 1-February 05 From: San Diego Member No.: 3,541 |
HOLY COW!!! it measured correctly 1st shot. Im going to buy a lotto ticket (after alignment check)
|
|
|
|
| brer |
Mar 17 2008, 03:03 PM
Post
#212
|
|
Advanced Member Group: Members Posts: 2,555 Joined: 10-March 05 From: san diego Member No.: 3,736 Region Association: None |
I've learned alot from this thread.
Unfortuneately it means I now have to redo my entire car. (IMG:style_emoticons/default/laugh.gif) |
|
|
|
| Jeff Hail |
Mar 17 2008, 06:17 PM
Post
#213
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
QUOTE(sean_v8_914 @ Mar 17 2008, 01:40 PM) HOLY COW!!! it measured correctly 1st shot. Im going to buy a lotto ticket (after alignment check) Regarding the suspension console: Nah it won't warp. Not enough constant heat in that area welding thin to thick metal. Just move around with the gun a bit and get your buddy holding the beer to grab an airhose and blow to cool in between welds. Regarding the Engman kit: Go slow......really slow.....tack first .........then alternate the plug welds as you go on the 3 pieces. DONT weld one piece in one shot. Move around...get that buddy to blow compressed air around the weld zones. If you think its getting too hot stop and wait then go back. |
|
|
|
| sean_v8_914 |
Mar 17 2008, 11:48 PM
Post
#214
|
|
Chingon 601 Group: Members Posts: 4,011 Joined: 1-February 05 From: San Diego Member No.: 3,541 |
thanks for the warning. I'll go left, right, front, back.
|
|
|
|
| Jeff Hail |
Mar 20 2008, 09:08 PM
Post
#215
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Little things take time!
Actually about 15 minutes Fabricated new brackets for the airtubes. Not concerned if they look pretty. Once they are in they will never see daylight again. Removed the original, smacked it flat with a finishing hammer. Traced onto a sheet of 20 gauge steel and cut it out with hand nibbler. I destroyed one removing the tube from the car and the other one was a non-existant little patch of iron oxide that was swept away. Last of the original Rough cut and bends Final fit to the tubes Will drop the tubes off at the media blaster tomorrow. Attached image(s)     
|
|
|
|
| Jeff Hail |
Mar 22 2008, 07:36 PM
Post
#216
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Media blasted the air tubes. Welded the brackets I fabricated and epoxy primed, wet on wet with a final coat of Alu-Zinc. They will never ever rust again!
Attached image(s) 
|
|
|
|
| Jeff Hail |
Mar 22 2008, 07:41 PM
Post
#217
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Repaired the rust in the passenger side lock pillar.
Cut out the rusted area highlighted in yellow. Cut some backing pieces and tacked them in. Being the metal is so thin in this area it is a must. Even on the lowest heat setting on my Miller 180 it can still blow holes. Little fast trigger pulls. Attached image(s) 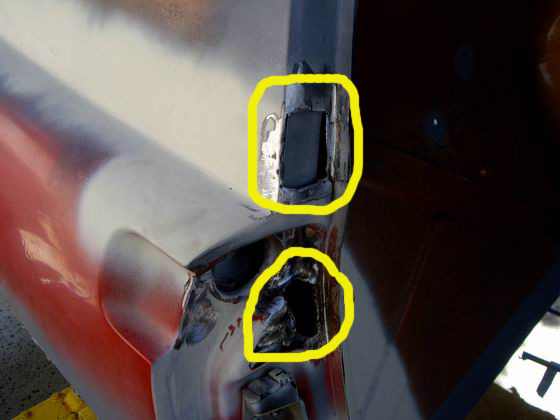  
|
|
|
|
| Jeff Hail |
Mar 22 2008, 07:47 PM
Post
#218
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
After welding and then slowly grinding the two areas.
The area where the air vent is is tough to get a grinder into. This rea has to be right or the door weatherstrip will not seal correctly. Attached image(s)   
|
|
|
|
| Jeff Hail |
Mar 22 2008, 07:49 PM
Post
#219
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Some epoxy primer after shaping.
Oops closed the door on wet primer! Thats how I know the weatherstrip seals good. No sail panel molding fastener holes either. Welded those up too. The backing plates I welded in on the backside of the pillar. Attached image(s)   
|
|
|
|
| sean_v8_914 |
Mar 23 2008, 10:25 AM
Post
#220
|
|
Chingon 601 Group: Members Posts: 4,011 Joined: 1-February 05 From: San Diego Member No.: 3,541 |
Jeff, what do you recommend to clean this up. that white paint, layers of old glue, crusty has got to go. sand, grind, paint stripper...?
Attached image(s) 
|
|
|
|
| sean_v8_914 |
Mar 23 2008, 10:27 AM
Post
#221
|
|
Chingon 601 Group: Members Posts: 4,011 Joined: 1-February 05 From: San Diego Member No.: 3,541 |
I was also thinking about fastening the battery tray and support with screws for future removal for cleaning.
|
|
|
|
| Jeff Hail |
Mar 23 2008, 01:35 PM
Post
#222
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Get in there with a course wire wheel to remove any loose scale and coatings.
Depending on what you find underneath you may need to do some rust repair. With the amount of pitting I see in the photo I would media blast the area, even some light blasting with sand will get rid of the rust . Refrain from grinding as that will remove/ thin the metal. The white undercoating is factory primer. You can featheredge this back until you find clean metal and work on the localized area. A new product has come to the US market about a year ago. 2k Epoxy primer available in a rattle can perfect for small spot repairs such as yours. http://www.autobodytoolmart.com/showproduc...productid=14526 http://carpaint.blogspot.com/2006/03/spray-max-primer.html Battery tray fastened with screws? Bad idea. 25-30 pounds bouncing around will tear it loose quickly. At least weld the lower bracket to the rail. Most of the battery weight is supported here. |
|
|
|
| Jeff Hail |
Mar 23 2008, 07:01 PM
Post
#223
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
Installed the rt quarter panel that I had to cut off for the wheelhouse.
Used the butt-welding clamps to secure and align the panel. Making a series of tack weld's while stopping to cool the panel with compressed air. More tacks, let cool, and many, many more tacks, let cool etc etc etc until one solid weld is complete all the way across the gap. Attached image(s)   
|
|
|
|
| Jeff Hail |
Mar 23 2008, 07:07 PM
Post
#224
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
When butt-welding along with good weld penetration the key is the grinding and finishing process.
I begin with a spot weld grinding disc to take the crown of the weld down to just above panel height. Move slow and let the panel cool. A grinder will warp thin sheetmetal just like overheating while welding. Then I use a 3 inch 36 grit disc on a angle die grinder to take the crown down a little more. Then I switch to a 6 inch flat flap disc and follow the crown back and forth eliminating any high spots. Attached image(s)    
|
|
|
|
| Jeff Hail |
Mar 23 2008, 07:14 PM
Post
#225
|
|
Senior Member Group: Members Posts: 1,141 Joined: 3-May 07 From: LA/ CA Member No.: 7,712 |
At the end I then use a different type of flap disc on a straight die grinder. I follow just the butt weld crown. This will level the weld and not dig into the surrounding metal. This type of disc is like 250 grit emery cloth.
Then I take a dual action sander with 40 grit and enlarge the area of finishing. The DA really smooths the weld and surrounding area well. Switch to 80 grit paper and then 120. I then knocked down the inside of the qtr panel with 80 grit 3 inch discs and then a squirt of primer. I will let the primer dry and block sand the the panel Tuesday. No bondo. Will see after block sanding. Most likely just a skim coat of metal glaze is all it will require if that. Still need to finish the lock pillar joint but I had plans and have to run. Attached image(s)   
|
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 20th January 2025 - 02:34 AM |
Invision Power Board
v9.1.4 © 2025 IPS, Inc.